Приводной Ремень - Узлы И Детали
Land Cruiser Prado GRJ150 TRJ150 TRJ155 KDJ150 TRJ155 LJ150 - МЕХАНИЧЕСКАЯ ЧАСТЬ ДВИГАТЕЛЯ 5L-E
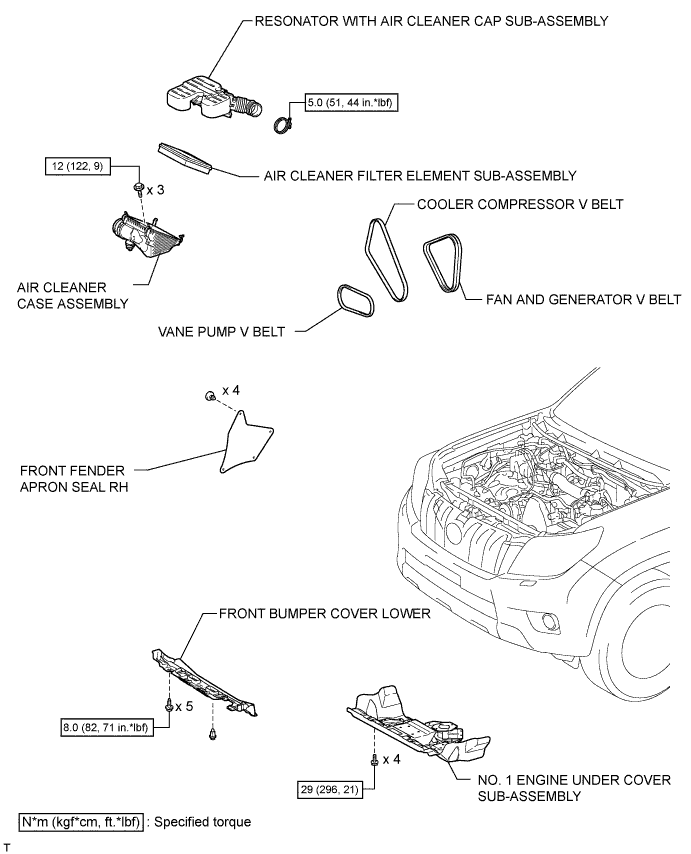
ПРИВОДНОЙ РЕМЕНЬ - УЗЛЫ И ДЕТАЛИ
1 / 1
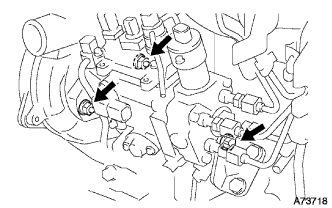
| 1. INSPECT INJECTION TIMING |

Using a mirror, check that the matchmarks of the injection pump flange and timing belt case are aligned.
| *1 | Matchmark |
| 2. ADJUST INJECTION TIMING |
Loosen the following nuts and bolts.
The bolt holding the injection pump to the injection pump stay.
The 2 nuts holding the injection pump to the timing belt case.
Align the matchmark by slightly tilting the injection pump.
Tighten the following nuts and bolts.
The 2 nuts holding the injection pump to the timing belt case.
The bolt holding the injection pump to the injection pump stay.
| 3. INSPECT ENGINE IDLE SPEED |
Warm up the engine.
When using the intelligent tester:
Connect the intelligent tester to the DLC3.

When not using an intelligent tester:
Using SST, connect the tachometer test probe to terminal 9 (TAC) of the DLC3.
Check the idle speed.
| *a | Front View of DLC3 |
| 4. INSPECT MAXIMUM ENGINE SPEED |
Start the engine.
Fully depress the accelerator pedal.
Check the maximum speed.
| 5. INSPECT COMPRESSION |
Warm up and stop the engine.
Remove the glow plugs.
Disconnect the spill control valve connector.
Check the cylinder compression pressure.

Install SST (attachment) to the glow plug hole.

Connect SST (compression gauge) to SST (attachment).
Fully open the throttle valve, and start the engine.
While cranking the engine, measure the compression pressure.
Repeat the steps above for each cylinder.
If the cylinder compression in one or more cylinders is low, pour a small amount of engine oil into the cylinder through the glow plug hole and check the compression pressure for the cylinder with low compression.
Remove SST.
Reinstall the glow plugs.
Reconnect the spill control valve connector.
| 1. ОТВЕРСТИЕ ЦИЛИНДРА |
Приготовьте 4 новых поршня ремонтного размера.
| Параметр / Устройство | Заданные условия |
| O/S 0,50 | 96,42 - 96,45 мм (3,796 - 3,797 дюйма) |
| O/S 0,75 | 96,67 - 96,70 мм (3,806 - 3,807 дюйма) |
| O/S 1,00 | 96,92 - 96,95 мм (3,816 - 3,817 дюйма) |

Микрометром измерьте диаметр поршня в следующих условиях: 1) под прямым углом к осевой линии поршня; 2) на указанном расстоянии от головки поршня.
| Параметр / Устройство | Заданные условия |
| Для моделей с DPF | 63,5 мм (2,50 дюйма) |
| Для моделей без DPF | 65,00 - 65,006 мм (2,5590 - 2,5593 дюйма) |
| *1 | Метка размера |
| *2 | Метка внутреннего диаметра отверстия для поршневого пальца |
| *3 | Передняя метка (стрелка) |
| *4 | Расстояние |
Рассчитайте требуемую величину расточки каждого цилиндра:
Расточите и притрите цилиндры в соответствии с рассчитанными размерами.
| 1. УСТАНОВИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ |
Вверните резьбовые шпильки.
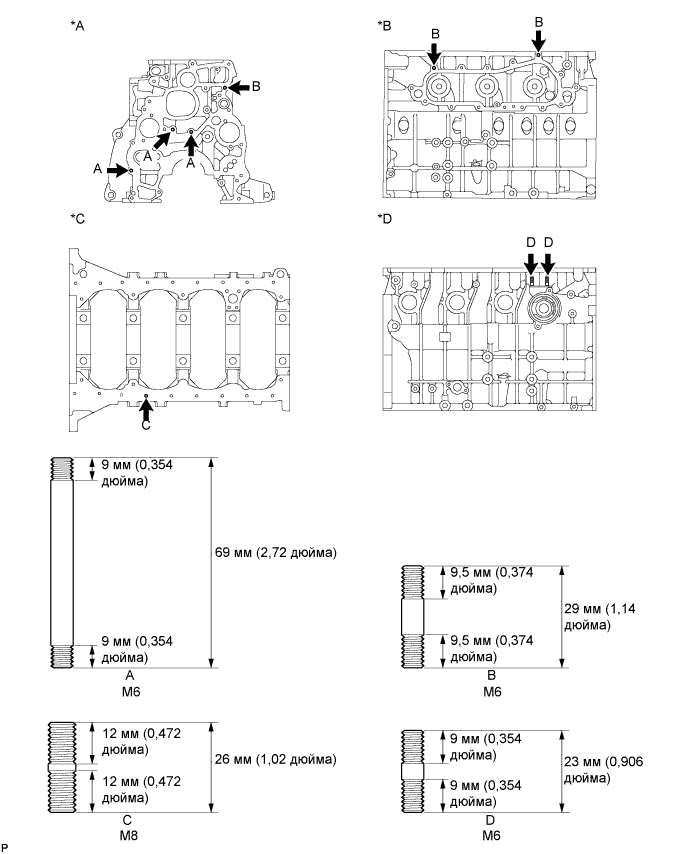
| *A | для передней стороны | *B | для левой стороны |
| *C | для стороны масляного поддона | *D | для правой стороны |
| 2. УСТАНОВИТЕ ШТУЦЕР ПОДАЧИ МАСЛА № 1 В СБОРЕ |

Совместите штифт штуцера подачи масла № 1 с отверстием под штифт в блоке цилиндров.
Установите 4 штуцера подачи масла № 1 с 4 обратными клапанами.
| 3. УСТАНОВИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ |
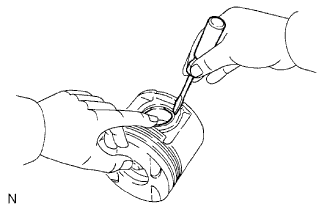
С помощью небольшой отвертки установите новое пружинное стопорное кольцо с одной из сторон отверстия под поршневой палец.

Медленно нагрейте поршень до температуры примерно 80°C (176°F).
Покройте поршневой палец моторным маслом.

Совместите передние метки поршня и шатуна, подсоедините шатун к поршню, а затем вдавите поршневой палец большим пальцем.
| *1 | Передняя метка (стрелка) |
| *2 | Передняя метка (выступ) |
Проверьте условия посадки поршня на поршневой палец. Подвигайте поршень вперед и назад по поршневому пальцу.

С помощью небольшой отвертки установите новое стопорное кольцо с другой стороны отверстия под поршневой палец.
| 4. УСТАНОВИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ |

Установите рукой пружину и маслосъемное кольцо.
| *1 | Место соединения катушки |
| *2 | Конец маслосъемного кольца |

С помощью съемника поршневых колец установите поршневые кольца № 1 и № 2 так, чтобы метки с кодами были направлены вверх.
| Кольцо | Метка с кодом | |
| № 1 | Для моделей с охладителем РОГ без DPF | NAA |
| Прочее | NAC | |
| № 2 | Для моделей с охладителем РОГ без DPF | N |
| Прочее | KD1 |
| *1 | № 1 |
| *2 | № 2 |
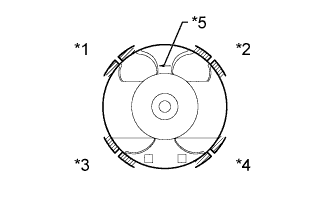
Расположите поршневые кольца таким образом, чтобы концы колец располагались, как показано на рисунке.
| *1 | Поршневое кольцо № 1 |
| *2 | Маслосъемное кольцо |
| *3 | Обмотка |
| *4 | Поршневое кольцо № 2 |
| *5 | Передняя метка (стрелка) |
| 5. УСТАНОВИТЕ ПОДШИПНИК КОЛЕНЧАТОГО ВАЛА |

Совместите выступ подшипника с канавкой под выступ блока цилиндров и установите на место 5 верхних подшипников.

Совместите выступ подшипника с канавкой под выступ в крышке подшипника коленчатого вала и установите на место 5 нижних подшипников.
| 6. УСТАНОВИТЕ КОЛЕНЧАТЫЙ ВАЛ |
Установите коленчатый вал в блок цилиндров.
Продвиньте коленчатый вал в одном направлении и установите одну упорную шайбу в положение шейки № 5 таким образом, чтобы смазочная канавка была направлена наружу.
Продвиньте коленчатый вал в противоположном направлении и установите другую упорную шайбу в положение шейки № 5 таким образом, чтобы смазочная канавка была направлена наружу.

Установите 2 упорных шайбы на крышку подшипника № 5 так, чтобы канавки были направлены наружу.

Установите на место 5 крышек подшипников коленчатого вала.
Вверните болты крышек подшипников коленчатого вала.
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек подшипников коленчатого вала.
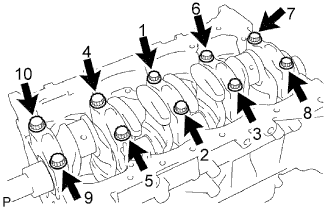
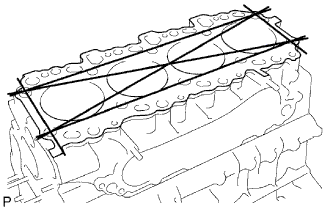
Установите и равномерно затяните в несколько приемов 10 болтов крышек подшипников коленчатого вала в последовательности, показанной на рисунке.
Если момент затяжки какого-либо из болтов крышки подшипника не соответствует спецификации, замените этот болт.

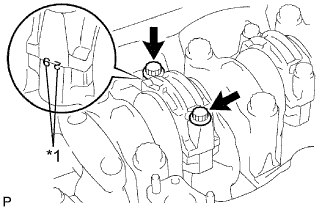
Отметьте краской переднюю сторону каждого болта крышки подшипника коленчатого вала.
| *1 | Метка, нанесенная краской |
| *a | Передняя сторона |
Затяните болты крышек подшипников коленчатого вала с поворотом на 90° в той же последовательности, которая показана на предыдущем рисунке.
Убедитесь, что нанесенные краской метки развернуты на 90° относительно исходного положения.
Убедитесь, что коленчатый вал вращается плавно.
Измерьте осевой зазор коленчатого вала.
| 7. УСТАНОВИТЕ ПОДШИПНИК ШАТУНА |

Совместите выступ подшипника с канавкой шатуна или крышки шатуна.
Установите подшипники на шатун и в крышку шатуна.
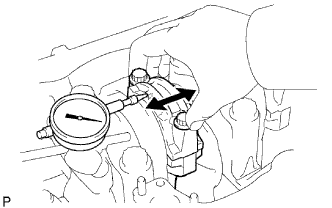
| 8. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
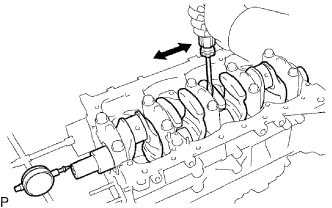
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб.
| Параметр / Устройство | Заданные условия |
| Номинальное значение | 2,430 - 2,480 мм (0,0957 - 0,0976 дюйма) |
| Ремонтный 0,125 | 2,555 - 2,605 мм (0,1005 - 0,1025 дюйма) |
| O/S 0,250 | 2,680 - 2,730 мм (0,1055 - 0,1074 дюйма) |
| 9. УСТАНОВИТЕ ПОРШЕНЬ И ШАТУН |
Нанесите моторное масло на стенки цилиндров, поршни и поверхности подшипников шатунов.
Проверьте положение концов разреза поршневого кольца.

С помощью съемника поршневых колец вставьте в каждый из цилиндров узлы поршней и шатунов с соответствующими номерами таким образом, чтобы передняя метка на поршне была повернута вперед.
| *1 | Передняя метка (стрелка) |

Установите крышку шатуна на шатун.
Проверяйте соответствие номеров крышек шатунов и шатунов.
Совместите штифты на крышке шатуна со отверстиями под штифты на шатуне, после чего установите крышку шатуна.

Убедитесь, что метка внешней стороны на крышке шатуна обращена вперед.
| *1 | Передняя метка (выступ) |
 | Передняя сторона |

Установите крышку шатуна и закрепите ее болтами.
Нанесите тонкий слой моторного масла на резьбу и под головки болтов крышек шатунов.
Вверните и поочередно в несколько этапов затяните болты крышки шатуна.

Пометьте краской переднюю сторону каждого болта крышки шатуна.
| *1 | Метка, нанесенная краской |
| *a | Передняя сторона |
Затяните болты крышки шатуна с поворотом на 90°, как показано на рисунке.
Убедитесь, что нанесенные краской метки развернуты на 90° относительно исходного положения.
Проверьте, чтобы коленчатый вал вращался плавно.
| 10. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА |
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Если осевой зазор превышает максимально допустимую величину, замените шатун в сборе. При необходимости замените коленчатый вал.
| 11. УСТАНОВИТЕ МАСЛОВПУСКНОЕ ОТВЕРСТИЕ БЛОКА ЦИЛИНДРОВ |
| 1. ЗАМЕНИТЕ ПРОБКУ |
Снимите пробки.
Нанесите на новые пробки герметик.
Положение A:
С помощью стального стержня 14 мм и молотка запрессуйте новую пробку, как показано на рисунке.
Прочие положения:
С помощью SST и молотка запрессуйте новые пробки, как показано на рисунке.
Положение B
Положение C
Положение D
Положения E и H
Положение F
Положение G

| *1 | Останавливается | - | - |
| *a | для правой стороны | *b | для левой стороны |
| *c | для передней стороны | *d | для задней стороны |
| 2. ЗАМЕНИТЕ СТОПОРНЫЙ ШТИФТ |
Снимите стопорные штифты.
Пластмассовым молотком запрессуйте новые стопорные штифты в блок цилиндров.
| Параметр / Устройство | Заданные условия |
| Штифт A | 6 мм (0,234 дюйма) или менее |
| Штифт B | 7,5 мм (0,295 дюйма) или менее |
| Штифт C | 12 мм (0,472 дюйма) или менее |
| Штифт D | 5-8 мм (0,197-0,315 дюйма) или менее |

| *a | для передней стороны | *b | для задней стороны |
| *c | для стороны масляного поддона | - | - |
| 3. ЗАМЕНИТЕ СОЕДИНИТЕЛЬНОЕ КОЛЬЦО |
Снимите соединительные кольца.
Пластмассовым молотком запрессуйте новые соединительные кольца в блок цилиндров.

| *a | Сторона головки блока цилиндров | - | - |
| 1. ПРОВЕРЬТЕ МАСЛОВПУСКНОЕ ОТВЕРСТИЕ БЛОКА ЦИЛИНДРОВ |
Проверьте масловпускное отверстие на наличие повреждений и засоров.
При необходимости замените масловпускное отверстие блока цилиндров.
| 2. ПРОВЕРЬТЕ ОБРАТНЫЙ МАСЛЯНЫЙ КЛАПАН В СБОРЕ |
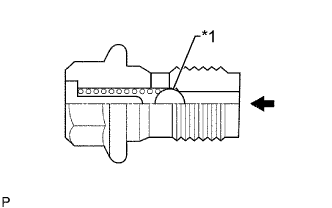
Нажмите на шарик обратного масляного клапана деревянным прутком и проверьте, не заедает ли он.
| *1 | Шарик |
 | Нажмите |
Если шарик обратного масляного клапана залип, замените обратный масляный клапан в сборе.
| 3. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ |
Проверьте штуцер подачи масла № 1 на наличие повреждений и засоров.
При необходимости замените масляную форсунку № 1.
| 4. ОЧИСТИТЕ БЛОК ЦИЛИНДРОВ В СБОРЕ |
С помощью скребка для прокладок удалите остатки материала прокладки с верхней поверхности блока цилиндров.
Мягкой кистью и растворителем тщательно очистите блок цилиндров в сборе.
| 5. ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ |
Проверьте коробление.
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности блока цилиндров, которая соприкасается с головкой блока цилиндров.
Если коробление превышает максимально допустимую величину, замените блок цилиндров в сборе.
Визуально проверьте цилиндры на наличие вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
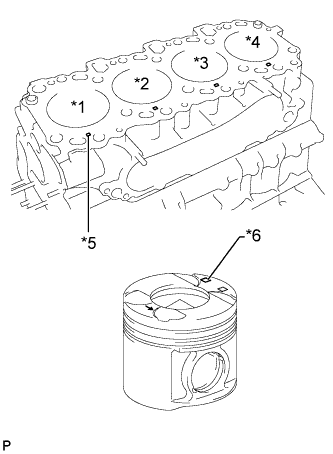
| 6. ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР |

Проверьте диаметр отверстия под цилиндр.
| *1 | Метка 1, 2 или 3 |
| *2 | № 1 |
| *3 | № 2 |
| *4 | № 3 |
| *5 | № 4 |


С помощью нутромера измерьте диаметр цилиндра в точках А, В и С в осевом направлении и направлении тяги.
| Параметр / Устройство | Заданные условия |
| Метка STD 1 | 96,00 - 96,01 мм (3,7795 - 3,7799 дюйма) |
| Метка STD 2 | 96,01 - 96,02 мм (3,7799 - 3,7803 дюйма) |
| Метка STD 3 | 96,02 - 96,03 мм (3,7803 - 3,7807 дюйма) |
| Наружный 0,50 | 96,50 - 96,53 мм (3,7992 - 3,8004 дюйма) |
| Наружный 0,75 | 96,75 - 96,78 мм (3,8090 - 3,8102 дюйма) |
| Наружный 1,00 | 97,00 - 97,03 мм (3,8189 - 3,8201 дюйма) |
| Параметр / Устройство | Заданные условия |
| Номинальный | 96,23 мм (3,7886 дюйма) |
| Наружный 0,50 | 96,73 мм (3,8083 дюйма) |
| Наружный 0,75 | 96,98 мм (3,8181 дюйма) |
| Наружный 1,00 | 97,23 мм (3,8280 дюйма) |
| *1 | Направление тяги |
| *2 | Осевое направление |
| *3 | Центр |
| Передняя сторона |
Если диаметр превышает максимально допустимый, расточите все 4 цилиндра. При необходимости замените блок цилиндров в сборе.
Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
| *1 | Инструмент для снятия уступа |
| 7. ОЧИСТИТЕ ПОРШЕНЬ |
С помощью инструмента для очистки канавок или сломанного кольца очистите поршневые канавки.
Используя растворитель и щетку, тщательно очистите поршень.
| 8. ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ |
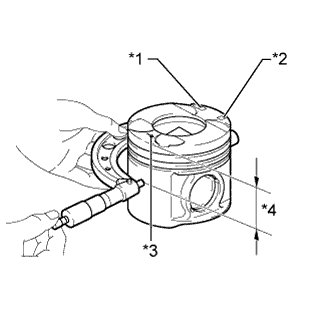
Микрометром измерьте диаметр поршня в следующих условиях: 1) под прямым углом к осевой линии поршня; 2) на указанном расстоянии от головки поршня.
| Параметр / Устройство | Заданные условия |
| Для моделей с DPF | 63,5 мм (2,50 дюйма) |
| Для моделей без DPF | 65,00 - 65,06 мм (2,5590 - 2,5593 дюйма) |
| Параметр / Устройство | Заданные условия |
| Метка STD 1 | 95,92 - 95,93 мм (3,7764 - 3,7768 дюйма) |
| Метка STD 2 | 95,93 - 95,94 мм (3,7768 - 3,7772 дюйма) |
| Метка STD 3 | 95,94 - 95,95 мм (3,7772 - 3,7776 дюйма) |
| STD O/S 0,50 | 96,42 - 96,45 мм (3,7960 - 3,7972 дюйма) |
| STD O/S 0,75 | 96,67 - 96,70 мм (3,8059 - 3,8070 дюйма) |
| STD O/S 1,00 | 96,92 - 96,95 мм (3,8157 - 3,8169 дюйма) |
| *1 | Метка размера |
| *2 | Метка внутреннего диаметра отверстия для поршневого пальца |
| *3 | Передняя метка (стрелка) |
| *4 | Расстояние |

Микрометром измерьте диаметр поршневого пальца.
| Параметр / Устройство | Заданные условия |
| Метка A | 34,000 - 34,004 мм (1,3386 - 1,3387 дюйма) |
| Метка B | 34,004 - 34,008 мм (1,3387 - 1,3389 дюйма) |
| Метка C | 34,008 - 34,009 мм (1,3389 - 1,3391 дюйма) |

Проверьте посадку поршневого пальца.
Проверьте, чтобы при 80°C (176°F) поршневой палец можно было вставить в отверстие для поршневого пальца, надавив на него большим пальцем..
Если палец удается установить при более низкой температуре, замените поршень в комплекте с пальцем.
| 9. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ |
Измерьте диаметр отверстия под цилиндр в направлении тяги.
| *1 | № 1 |
| *2 | № 2 |
| *3 | № 3 |
| *4 | № 4 |
| *5 | Метка 1, 2 или 3 |
| *6 | Метка размера |
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
Если масляный зазор превышает максимально допустимый, замените все 4 поршней и расточите все 4 цилиндра.
При необходимости замените блок цилиндров в сборе.
| 10. ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА |
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
| Параметр / Устройство | Заданные условия |
| Поршневое кольцо № 1 (с DPF) | 0,091 - 0,135 мм (0,00358 - 0,00531 дюйма) |
| Поршневое кольцо № 2 | 0,090 - 0,135 мм (0,00354 - 0,00531 дюйма) |
| Маслосъемное кольцо | 0,030 - 0,075 мм (0,00118 - 0,00295 дюйма) |
Если результат не соответствует заданному, замените поршень с пальцем в сборе.
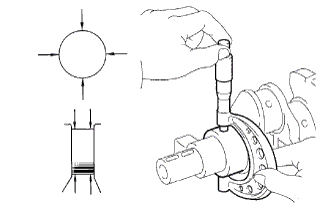
| 11. ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА |
Вставьте поршневое кольцо в цилиндр.
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 120 мм (4,72 дюйма) от верхней части блока цилиндров.
С помощью комплекта плоских щупов измерьте зазор разреза.
| Параметр / Устройство | Заданные условия |
| Поршневое кольцо № 1 | 0,27 - 0,39 мм (0,0106 - 0,0154 дюйма) |
| Поршневое кольцо № 2 | 0,55 - 0,70 мм (0,0217 - 0,0276 дюйма) |
| Маслосъемное кольцо | 0,20-0,40 мм (0,00787-0,0157 дюйма) |
| Параметр / Устройство | Заданные условия |
| Поршневое кольцо № 1 | 0,85 мм (0,0335 дюйма) |
| Поршневое кольцо № 2 | 1,07 мм (0,0421 дюйма) |
| Маслосъемное кольцо | 0,77 мм (0,0303 дюйма) |
Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо.
Если величина зазора разреза превышает максимально допустимое значение даже после установки нового поршневого кольца, расточите все 4 цилиндров или замените блок цилиндров в сборе.
| 12. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА |

С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
| Параметр / Устройство | Заданные условия |
| Метка A | 34,012 - 34,016 мм (1,3390 - 1,3392 дюйма) |
| Метка B | 34,016 - 34,020 мм (1,3392 - 1,3393 дюйма) |
| Метка C | 34,020 - 34,024 мм (1,3393 - 1,3395 дюйма) |
| *1 | Метка внутреннего диаметра втулки шатуна A, B или C |
| *2 | Метка передней стороны |
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
Если масляный зазор превышает максимально допустимое значение, замените шатун в сборе.
При необходимости замените поршень с пальцем в сборе.
| 13. ПРОВЕРЬТЕ ШАТУН В СБОРЕ |
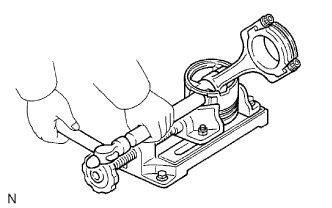
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.

Проверьте изгиб шатуна.
Если изгиб превышает максимально допустимое значение, замените шатун в сборе.

Проверьте скручивание шатуна.
Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
| 14. ПРОВЕРЬТЕ БОЛТ ШАТУНА |
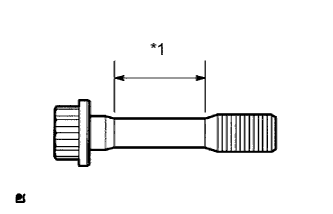
С помощью штангенциркуля измерьте диаметр напряженной части болта.
| *1 | Часть, испытывающая напряжение |
Если диаметр меньше минимально допустимого, замените болт шатуна.
| 15. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1 В СБОРЕ |

С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 42,000 - 42,020 мм (1,6535 - 1,6543 дюйма) |
| № 2 | 41,000 - 41,020 мм (1,6142 - 1,6150 дюйма) |
| № 3 | 32,000 - 32,020 мм (1,2598 - 1,2606 дюйма) |
| *1 | № 1 |
| *2 | № 2 |
| *3 | № 3 |

С помощью микрометра измерьте наружный диаметр коренных шеек уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 41,941 - 41,960 мм (1,6512 - 1,6520 дюйма) |
| № 2 | 40,931 - 40,950 мм (1,6115 - 1,6122 дюйма) |
| № 3 | 31,941 - 31,960 мм (1,2575 - 1,2583 дюйма) |
Вычтите наружный диаметр коренной шейки уравновешивающего вала из внутреннего диаметра подшипника уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 0,040-0,079 мм (0,00157-0,00311 дюйма) |
| № 2 | 0,050 - 0,089 мм (0,00197 - 0,00350 дюйма) |
| № 3 | 0,040-0,079 мм (0,00157-0,00311 дюйма) |
| Параметр / Устройство | Заданные условия |
| № 1 | 0,18 мм (0,00709 дюйма) |
| № 2 | 0,19 мм (0,00748 дюйма) |
| № 3 | 0,18 мм (0,00709 дюйма) |
Если зазор превышает максимально допустимую величину, замените блок цилиндров в сборе и уравновешивающий вал № 1 в сборе.
| 16. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2 В СБОРЕ |

С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 42,000 - 42,020 мм (1,6535 - 1,6543 дюйма) |
| № 2 | 41,000 - 41,020 мм (1,6142 - 1,6150 дюйма) |
| № 3 | 32,000 - 32,020 мм (1,2598 - 1,2606 дюйма) |
| *1 | № 1 |
| *2 | № 2 |
| *3 | № 3 |
С помощью микрометра измерьте наружный диаметр коренных шеек уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 41,941 - 41,960 мм (1,6512 - 1,6520 дюйма) |
| № 2 | 40,931 - 40,950 мм (1,6115 - 1,6122 дюйма) |
| № 3 | 31,941 - 31,960 мм (1,2575 - 1,2583 дюйма) |
Вычтите наружный диаметр коренной шейки уравновешивающего вала из внутреннего диаметра подшипника уравновешивающего вала.
| Параметр / Устройство | Заданные условия |
| № 1 | 0,040-0,079 мм (0,00157-0,00311 дюйма) |
| № 2 | 0,050 - 0,089 мм (0,00197 - 0,00350 дюйма) |
| № 3 | 0,040-0,079 мм (0,00157-0,00311 дюйма) |
| Параметр / Устройство | Заданные условия |
| № 1 | 0,18 мм (0,00709 дюйма) |
| № 2 | 0,19 мм (0,00748 дюйма) |
| № 3 | 0,18 мм (0,00709 дюйма) |
Если зазор превышает максимально допустимую величину, замените блок цилиндров в сборе и уравновешивающий вал № 2 в сборе.
| 17. ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ |
Проверьте радиальное биение.
Установите коленчатый вал на V-образные призмы.
Индикатором часового типа измерьте радиальное биение на центральной шейке.
Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
Проверьте коренные шейки и шатунные шейки.
Микрометром измерьте диаметр каждой коренной шейки и каждой шатунной шейки.
| Параметр / Устройство | Заданные условия |
| Метка 1 | 69,994 - 70,000 мм (2,7557 - 2,7559 дюйма) |
| Метка 2 | 69,988 - 69,994 мм (2,7554 - 2,7557 дюйма) |
| Метка 3 | 69,982 - 69,988 мм (2,7552 - 2,7554 дюйма) |
| U/S 0,25 | 69,745 - 69,755 мм (2,7459 - 2,7463 дюйма) |
| U/S 0,50 | 69,495 - 69,505 мм (2,7360 - 2,7364 дюйма) |
| Параметр / Устройство | Заданные условия |
| Метка 1 | 58,994-59,000 мм (2,3226-2,3228 дюйма) |
| Метка 2 | 58,988-58,994 мм (2,3224-2,3226 дюйма) |
| Метка 3 | 58,982-58,988 мм (2,3221-2,3224 дюйма) |
| U/S 0,25 | 58,745 - 58,755 мм (2,3128 - 2,3132 дюйма) |
| U/S 0,50 | 58,495 - 58,505 мм (2,3029 - 2,3033 дюйма) |
Если диаметр не соответствует заданному, проверьте масляный зазор шатуна и масляный зазор коленчатого вала . При необходимости отшлифуйте или замените коленчатый вал.
Для каждой коренной и для каждой шатунной шейки проверьте конусность и овальность, как показано на рисунке.
Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
При необходимости отшлифуйте и притрите коренные шейки и/или шатунные шейки.
Отшлифуйте и притрите коренные шейки и/или шатунные шейки до окончательного уменьшенного диаметра (см. процедуры выше).
Установите новые подшипники уменьшенного размера коренных шеек и/или шатунных шеек.
| 18. ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА |

С помощью штангенциркуля измерьте диаметр установочного болта крышки подшипника коленчатого вала в зоне измерения.
| *1 | Диапазон измерений |
Если диаметр меньше минимально допустимого, замените установочный болт крышки подшипника коленчатого вала.
| 1. СНИМИТЕ МАСЛОВПУСКНОЕ ОТВЕРСТИЕ БЛОКА ЦИЛИНДРОВ |
| 2. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР ШАТУНА |
С помощью индикатора часового типа измерьте осевой зазор при движении шатуна назад и вперед.
Если осевой зазор превышает максимально допустимую величину, замените шатун в сборе. При необходимости замените коленчатый вал.
| 3. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ШАТУНА |
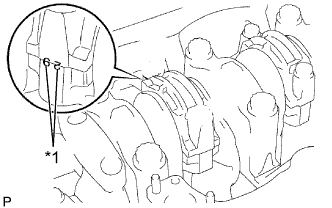
Для обеспечения правильной сборки совместите сборочные метки на шатуне и крышке.
| *1 | Метка |
Выверните 2 болта крышки шатуна.
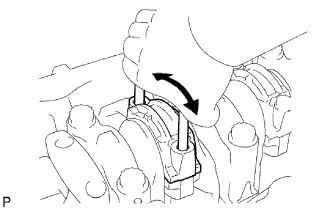
Используя 2 снятых болта шатуна, снимите крышку шатуна, покачивая ее назад и вперед.
Извлеките нижний подшипник из крышки шатуна.
Очистите шатунную шейку и подшипники.
Убедитесь в отсутствии на штифте и подшипниках коленчатого вала следов точечной коррозии и царапин.
Если штифт или подшипник коленчатого вала поврежден, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.

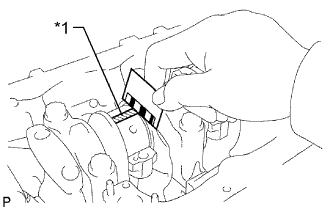
Оберните полоску сминаемого пластичного калибра Plastigage вокруг штифта коленчатого вала.
| *1 | Сминаемый пластичный калибр Plastigage |
Установите крышку шатуна .
| *1 | Метка |
Выверните 2 болта, снимите крышку шатуна и нижний подшипник.
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
| Параметр / Устройство | Заданные условия |
| Номинальное значение | 0,036 - 0,054 мм (0,00142 - 0,00212 дюйма) |
| U/S 0,25, U/S 0,50 | 0,037 - 0,077 мм (0,00146 - 0,00303 дюйма) |
| *1 | Сминаемый пластичный калибр Plastigage |
Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
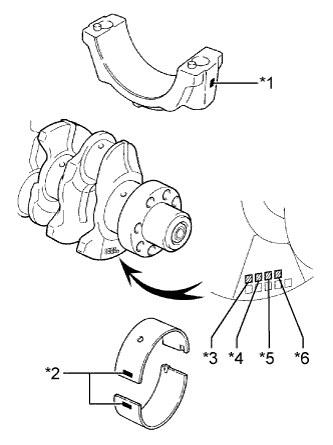
| Параметр / Устройство | Метка с номером | ||||||||||
| Крышка шатуна | 1 | 2 | 3 | ||||||||
| Коленчатый вал | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
| Используйте подшипник | 2 | 3 | 4 | 3 | 4 | 5 | 4 | 5 | 6 | ||
| *1 | Метка 1, 2 или 3 |
| *2 | Метка 2, 3 или 4 |
| *3 | № 1 |
| *4 | № 2 |
| *5 | № 3 |
| *6 | № 4 |
| Параметр / Устройство | Заданные условия |
| Метка 1 | 62,014 - 62,020 мм (2,4415 - 2,4417 дюйма) |
| Метка 2 | 62,020 - 62,026 мм (2,4417 - 2,4420 дюйма) |
| Метка 3 | 62,026 - 62,032 мм (2,4420 - 2,4422 дюйма) |
| Параметр / Устройство | Заданные условия |
| Метка 1 | 58,994-59,000 мм (2,3226-2,3228 дюйма) |
| Метка 2 | 58,988-58,994 мм (2,3224-2,3226 дюйма) |
| Метка 3 | 58,982-58,988 мм (2,3221-2,3224 дюйма) |
| Параметр / Устройство | Заданные условия |
| Метка 2 | 1,486–1,489 мм (0,0585–0,0586 дюйма) |
| Метка 3 | 1,489-1,492 мм (0,0586-0,0587 дюйма) |
| Метка 4 | 1,492-1,495 мм (0,0587-0,0589 дюйма) |
| Метка 5 | 1,495-1,498 мм (0,0589-0,0590 дюйма) |
| Метка 6 | 1,498–1,501 мм (0,0590–0,0591 дюйма) |
Полностью удалите сминаемый пластичный калибр (Plastigage).
| 4. СНИМИТЕ ПОРШЕНЬ И ШАТУН |
С помощью развертки для снятия уступа полностью удалите нагар с верхней части цилиндра.
| *1 | Инструмент для снятия уступа |
Выдавите поршень, шатун в сборе и верхний подшипник через верхнюю часть блока цилиндров, чтобы снять их.
Снимите верхний подшипник с шатуна.
| 5. СНИМИТЕ НАБОР ПОДШИПНИКОВ ШАТУНА |
Снимите подшипники шатунов с шатунов и крышек шатунов.
| 6. СНИМИТЕ НАБОР ПОРШНЕВЫХ КОЛЕЦ |
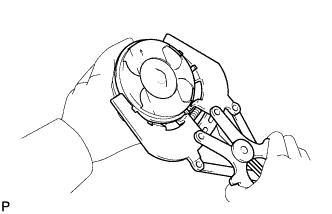
С помощью съемника поршневых колец снимите 2 поршневых кольца.
Снимите пружину и маслосъемное кольцо вручную.
| 7. СНИМИТЕ ПОРШЕНЬ С ПАЛЬЦЕМ В СБОРЕ |
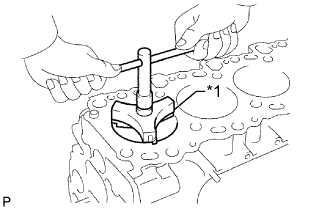
С помощью небольшой отвертки подденьте 2 пружинных стопорных кольца и снимите их с поршня.

Медленно нагрейте поршень до температуры примерно 80°C (176°F).
С помощью молотка с пластмассовой поверхностью и латунного стержня осторожно выбейте поршневой палец. Затем снимите шатун.
| 8. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
С помощью индикатора часового типа измерьте осевой зазор, двигая коленчатый вал вперед и назад с помощью отвертки.
Если осевой зазор превышает максимально допустимое значение, замените комплект упорных шайб.
| Параметр / Устройство | Заданные условия |
| Номинальное значение | 2,430 - 2,480 мм (0,0957 - 0,0976 дюйма) |
| Ремонтный 0,125 | 2,555 - 2,605 мм (0,1005 - 0,1025 дюйма) |
| O/S 0,250 | 2,680 - 2,730 мм (0,1055 - 0,1074 дюйма) |
| 9. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
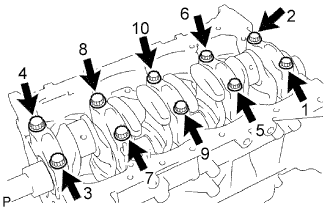
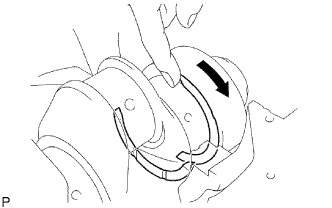
В несколько приемов равномерно ослабьте и выверните 10 болтов крышек подшипников коленчатого вала в указанной на рисунке последовательности.

С помощью снятых болтов крышек подшипников коленчатого вала подденьте крышку назад и вперед и снимите крышки подшипников коленчатого вала, нижние подшипники коленчатого вала и нижние упорные шайбы (только для крышки подшипника коленчатого вала № 5).
Поднимите коленчатый вал.
Очистите все коренные шейки и подшипники коленчатого вала.
Проверьте, нет ли на шейках и подшипниках коленчатого вала царапин и следов точечной коррозии.
При наличии повреждений на шейке или подшипнике замените подшипники для этой шейки. При необходимости отшлифуйте или замените коленчатый вал.
Установите коленчатый вал в блок цилиндров.

На каждую шейку положите сминаемый пластичный калибр (Plastigage).
| *1 | Сминаемый пластичный калибр Plastigage |
Установите крышки подшипников коленчатого вала .
Снимите крышки подшипников коленчатого вала.


Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
| Параметр | Заданные условия |
| Номинальное значение | 0,030 - 0,048 мм (0,00118 - 0,00189 дюйма) |
| O/S 0,25, O/S 0,50 | 0,037 - 0,077 мм (0,00146 - 0,00303 дюйма) |
| *1 | Сминаемый пластичный калибр Plastigage |
Если масляный зазор превышает максимально допустимую величину, замените подшипники. При необходимости отшлифуйте или замените коленчатый вал.
| Параметр | Метка с номером | ||||||||||
| Блок цилиндров | 1 | 2 | 3 | ||||||||
| Коленчатый вал | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 | ||
| Используйте подшипник | 2 | 3 | 4 | 3 | 4 | 5 | 4 | 5 | 6 | ||
| *1 | Передняя сторона |
| *2 | Метка 2, 3, 4, 5 или 6 |
| *3 | № 1 |
| *4 | № 2 |
| *5 | № 3 |
| *6 | № 4 |
| *7 | № 5 |
| Параметр | Заданные условия |
| Метка 1 | 75,000 - 75,006 мм (2,9528 - 2,9530 дюйма) |
| Метка 2 | 75,006 - 75,012 мм (2,9530 - 2,9532 дюйма) |
| Метка 3 | 75,012 - 75 018 мм (2,9532-2,9535 дюйма) |
| Параметр | Заданные условия |
| Метка 1 | 69,994 - 70,000 мм (2,7557 - 2,7559 дюйма) |
| Метка 2 | 69,988 - 69,994 мм (2,7554 - 2,7557 дюйма) |
| Метка 3 | 69,982 - 69,988 мм (2,7552 - 2,7554 дюйма) |
| Параметр | Заданные условия |
| Метка 2 | 2,482-2,485 мм (0,0977-0,0978 дюйма) |
| Метка 3 | 2,485-2,488 мм (0,0978-0,0980 дюйма) |
| Метка 4 | 2,488-2,491 мм (0,0980-0,0981 дюйма) |
| Метка 5 | 2,491-2,494 мм (0,0981-0,0982 дюйма) |
| Метка 6 | 2,494 - 2,497 мм (0,0982 - 0,0983 дюйма) |
Полностью удалите сминаемый пластичный калибр (Plastigage).
| 10. СНИМИТЕ КОЛЕНЧАТЫЙ ВАЛ |
Поднимите коленчатый вал.
Снимите верхние подшипники и верхние упорные шайбы (только для подшипника коленчатого вала № 5) с блока цилиндров.
| 11. СНИМИТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 |
Снимите 4 обратных клапана и 4 штуцера подачи масла.
| 12. СНИМИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ |
Выверните резьбовые шпильки.

| 1. ОТРЕМОНТИРУЙТЕ СЕДЛО ВПУСКНОГО КЛАПАНА |
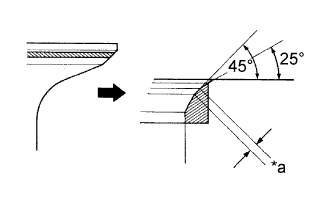
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
| *a | 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) |
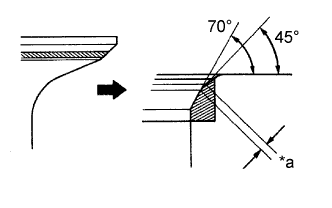
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 70° и 45°.
| *a | 1,2 - 1,6 мм (0,0472 - 0,0630 дюйма) |

Вручную со шлифовальной пастой притрите клапан с седлом клапана.
Очистите клапан и седло клапана.
| 2. ОТРЕМОНТИРУЙТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА |
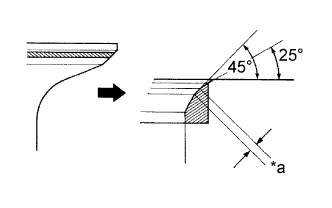
Если зона контакта на тарелке клапана расположена слишком высоко, для обработки седла используйте фрезы с углом заточки 25° и 45°.
| *a | 1,6 - 2,0 мм (0,0630 - 0,0787 дюйма) |
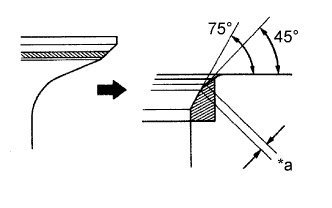
Если зона контакта на тарелке клапана расположена слишком низко, обработайте седло, используя фрезы с углами заточки 75° и 45°.
| *a | 1,6 - 2,0 мм (0,0630 - 0,0787 дюйма) |

Вручную со шлифовальной пастой притрите клапан с седлом клапана.
Очистите клапан и седло клапана.
| 1. УСТАНОВИТЕ РЕЗЬБОВУЮ ШПИЛЬКУ |
Вверните резьбовые шпильки.
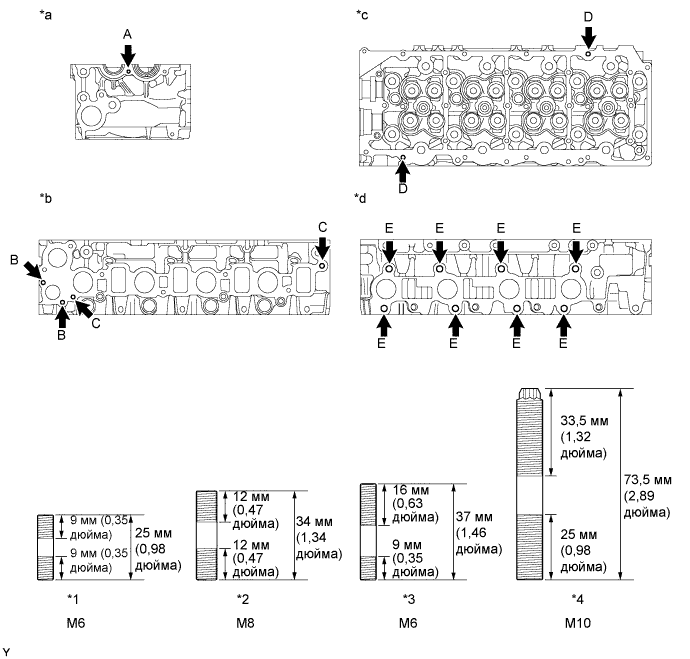
| *1 | Шпильки A и B | *2 | Шпилька C |
| *3 | Шпилька D | *4 | Шпилька E |
| *a | Передняя сторона | *b | Сторона впускного коллектора |
| *c | Сторона крышки головки блока цилиндров | *d | Со стороны выпускного коллектора |
| 2. УСТАНОВИТЕ РЕЗЬБОВУЮ ЗАГЛУШКУ № 1 |
Нанесите герметик на конец каждой резьбовой заглушки № 1.
С помощью шестигранной головки на 6 мм вверните резьбовые заглушки № 1.
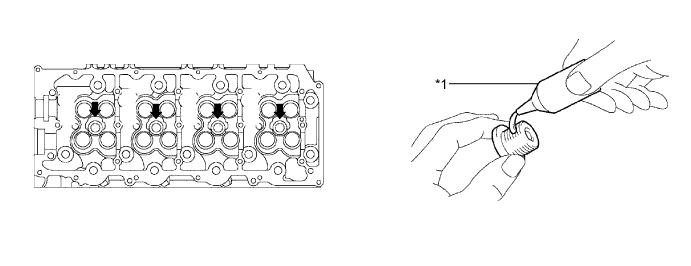
| *1 | Герметик | - | - |
| 3. УСТАНОВИТЕ ПОЛУКРУГЛУЮ ЗАГЛУШКУ |
Удалите все остатки старого герметика (FIPG).
Нанесите герметик на полукруглую заглушку, как показано на рисунке.
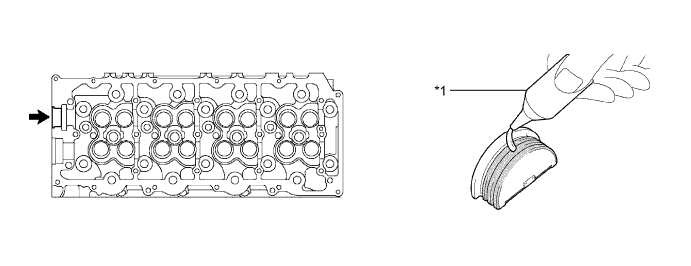
| *1 | Фиксатор | - | - |
Установите полукруглую заглушку в головку блока цилиндров.
| 4. УСТАНОВИТЕ САЛЬНИК ШТОКА ВПУСКНОГО КЛАПАНА |

С помощью SST установите новый сальник.
| 5. УСТАНОВИТЕ САЛЬНИК ШТОКА ВЫПУСКНОГО КЛАПАНА |
С помощью SST установите новый сальник.
| 6. УСТАНОВИТЕ ВПУСКНОЙ КЛАПАН |

Установите клапан, гнездо пружины, компрессионную пружину и держатель пружины.
С помощью SST сожмите пружину сжатия и установите 2 кулачка тарелки клапанной пружины на шток клапана.

С помощью пластмассового молотка слегка осадите торец штока клапана, чтобы обеспечить его надлежащую посадку.
| 7. УСТАНОВИТЕ ВЫПУСКНОЙ КЛАПАН |

Установите клапан, гнездо пружины, компрессионную пружину и держатель пружины.
С помощью SST сожмите пружину сжатия и установите 2 кулачка тарелки клапанной пружины на шток клапана.

С помощью пластмассового молотка слегка осадите торец штока клапана, чтобы обеспечить его надлежащую посадку.