Корпус Дифференциала Повторная Сборка. Corolla ZZE150
INSTALL FRONT DIFFERENTIAL SIDE GEAR
INSTALL FRONT NO. 1 DIFFERENTIAL PINION SHAFT
INSPECT DIFFERENTIAL SIDE GEAR BACKLASH
INSTALL FRONT DIFFERENTIAL PINION SHAFT STRAIGHT PIN
INSTALL FRONT DIFFERENTIAL RING GEAR
INSTALL FRONT DIFFERENTIAL CASE REAR TAPERED ROLLER BEARING
INSTALL FRONT DIFFERENTIAL CASE FRONT TAPERED ROLLER BEARING
Корпус Дифференциала -- Повторная Сборка |
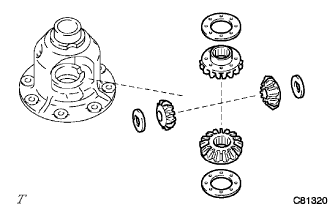
| 1. INSTALL FRONT DIFFERENTIAL SIDE GEAR |
After applying ATF to the 2 front differential side gears, 2 front differential side gear thrust washers, 2 front differential pinions and 2 front differential pinion thrust washers, install them to the front differential case.
- УКАЗАНИЕ:
- When installing them, set the alignment of the front differential pinions perpendicular to that of the side gear and rotate them so that their holes are aligned with the holes in the differential case.
| 2. INSTALL FRONT NO. 1 DIFFERENTIAL PINION SHAFT |
Install the No. 1 pinion shaft so as to align the lock pin holes in the pinion shaft and differential case.
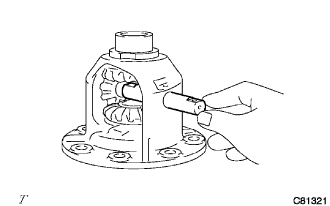
| 3. INSPECT DIFFERENTIAL SIDE GEAR BACKLASH |
Measure the differential side gear backlash while holding 1 pinion gear toward the case.
- Standard backlash:
- 0.05 to 0.20 mm (0.0020 to 0.0079 in.)
If the backlash is outside the specifications, install the correct thrust washer to the side gear.
Referring to the table below, select thrust washers which will ensure that the backlash is within the specifications for both sides.
- Thrust washer thickness:
Thickness mm (in.)
| Thickness mm (in.)
|
0.95 (0.0374)
| 1.10 (0.0433)
|
1.00 (0.0394)
| 1.15 (0.0453)
|
1.05 (0.0413)
| 1.20 (0.0472)
|
If the backlash is not within the specifications, install a thrust washer of a different thickness.
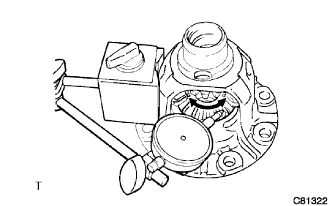
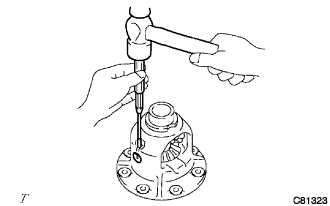
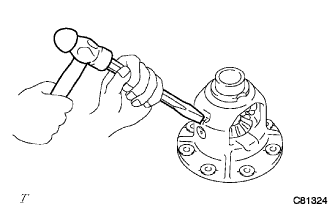
| 4. INSTALL FRONT DIFFERENTIAL PINION SHAFT STRAIGHT PIN |
Using a pin punch and a hammer, install the pinion shaft straight pin.
Using a chisel and a hammer, stake the differential case.
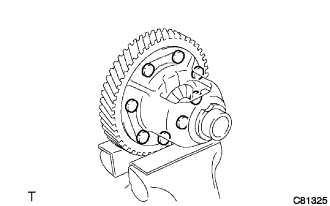
| 5. INSTALL FRONT DIFFERENTIAL RING GEAR |
Using ATF and a heater, heat the front differential ring gear to 90 to 110°C (194 to 230°F).
Clean the contact surface of the front differential case.
Install 4 new ring gear lock plates with the 8 bolts.
- Момент затяжки:
- 88 Н*м{898 кгс*см, 65 фунт-сила-футов}
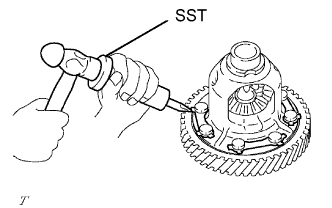
Using SST, stake the ring gear lock plate.
- SST
- 09930-00010
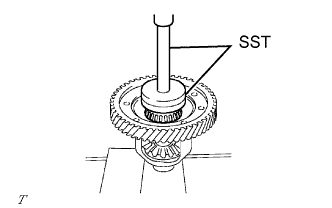
| 6. INSTALL FRONT DIFFERENTIAL CASE REAR TAPERED ROLLER BEARING |
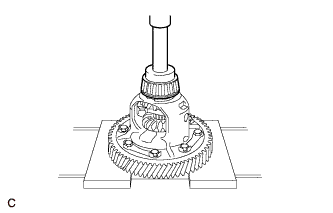
Using SST and a press, install the front differential case LH tapered roller bearing inner race to the differential case.
- SST
- 09726-40010
09950-60020(09951-00790)
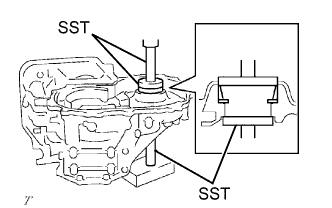
Using SST and a press, install the shim and bearing outer race to the transaxle case.
- SST
- 09950-60020(09951-00720)
09950-60010(09951-00650)
09950-70010(09951-07100,09951-07200)
| 7. INSTALL FRONT DIFFERENTIAL CASE FRONT TAPERED ROLLER BEARING |
Using SST and a press, install the bearing inner race to the differential case.
- SST
- 09950-60010(09951-00460)
09950-70010(09951-07100)
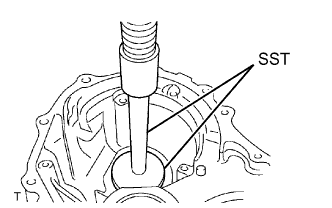
Using SST and a press, install the tapered roller bearing to the transaxle housing.
- SST
- 09950-70010(09951-07150)
09950-60020(09951-00680)