Engine Unit -- Inspection |
| 1. INSPECT INJECTION GEAR BEARING |
Check that the bearing is not rough or worn.
If necessary, replace the injection gear.
| 2. INSPECT NO. 1 IDLE GEAR OIL CLEARANCE |
Using a cylinder gauge, measure the inside diameter of the idle gear.
- Standard idle gear inside diameter:
- 44.000 to 44.025 mm (1.732 to 1.734 in.)
 |
Using a micrometer, measure the diameter of the idle gear shaft.
- Standard idle gear shaft diameter:
- 43.955 to 43.990 mm (1.730 to 1.732 in.)
 |
Subtract the idle gear shaft diameter measurement from the idle gear inside diameter measurement.
- Standard oil clearance:
- 0.01 to 0.07 mm (0.000394 to 0.00276 in.)
- Maximum oil clearance:
- 0.20 mm (0.00787 in.)
| 3. INSPECT INTAKE MANIFOLD |
Using a precision straightedge and feeler gauge, measure the warpage of the surface of the intake manifold that contacts the cylinder head.
- Maximum warpage:
- 0.4 mm (0.0157 in.)
 |
| 4. INSPECT EXHAUST MANIFOLD |
Using a precision straightedge and feeler gauge, measure the warpage of the surface of the exhaust manifold that contacts the cylinder head.
- Maximum warpage:
- 0.4 mm (0.0157 in.)
 |
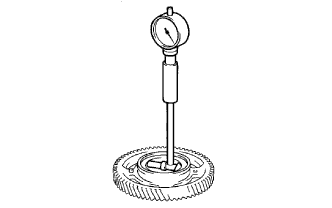
| 5. INSPECT CAMSHAFT |
Inspect the circle runout.
Place the camshaft on V-blocks.
Using a dial indicator, measure the circle runout at the center journal.
- Maximum circle runout:
- 0.03 mm (0.00118 in.)
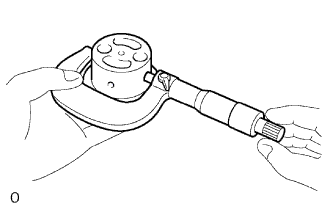
Inspect the cam lobe height.
Using a micrometer, measure the cam lobe height.
- Standard cam lobe height:
- 46.83 to 46.93 mm (1.844 to 1.848 in.)
- Minimum cam lobe height:
- 46.68 mm (1.838 in.)
Inspect the diameter of the camshaft journal.
Using a micrometer, measure the diameter of the camshaft journal for the camshaft bearing.
- Standard diameter:
- 27.969 to 27.985 mm (1.101 to 1.102 in.)
Using a dial indicator, measure the backlash.
Install the 2 camshafts.
Using a dial indicator, measure the backlash.
- Standard backlash:
- 0.035 to 0.089 mm (0.00138 to 0.00350 in.)
- Maximum backlash:
- 0.189 mm (0.00744 in.)
Remove the 2 camshafts.
 |
| 6. INSPECT NO. 2 CAMSHAFT |
Inspect the circle runout.
Place the camshaft on V-blocks.
Using a dial indicator, measure the circle runout at the center journal.
- Maximum circle runout:
- 0.03 mm (0.00118 in.)
Inspect the cam lobe height.
Using a micrometer, measure the cam lobe height.
- Standard cam lobe height:
- 46.87 to 46.97 mm (1.845 to 1.849 in.)
- Minimum cam lobe height:
- 46.72 mm (1.839 in.)
Inspect the diameter of the camshaft journal.
Using a micrometer, measure the diameter of the camshaft journal for the camshaft bearing.
- Standard diameter:
- 27.969 to 27.985 mm (1.101 to 1.102 in.)
| 7. INSPECT CAMSHAFT OIL CLEARANCE |
Clean the bearing caps and journals.
Check the bearings for flaking and scoring.
If the bearings are damaged, replace the bearing caps and cylinder head as a set.
Place the camshaft on the cylinder head.
Lay a strip of Plastigage across each of the journals.
Text in Illustration *1 Plastigage *a Intake Side *b Exhaust Side
 |
Install the bearing caps.
- NOTICE:
- Do not turn the camshaft.
Remove the bearing caps.
Measure the Plastigage at its widest point.
- Standard oil clearance:
- 0.025 to 0.062 mm (0.000984 to 0.00244 in.)
- Maximum oil clearance:
- 0.1 mm (0.00394 in.)
If the oil clearance is more than the maximum, replace the camshaft. If necessary, replace the bearing caps and cylinder head as a set.Text in Illustration *1 Plastigage *a Intake Side *b Exhaust Side
 |
Completely remove the Plastigage.
Remove the camshaft.
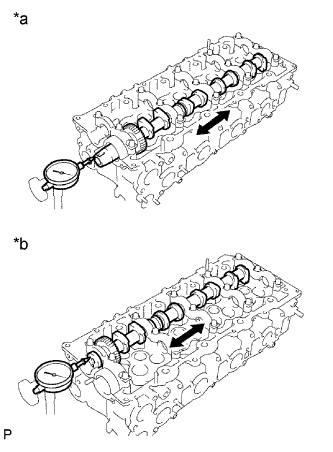
| 8. INSPECT CAMSHAFT THRUST CLEARANCE |
Install the camshaft.
Using a dial indicator, measure the thrust clearance while moving the camshaft back and forth.
- Standard thrust clearance:
- 0.035 to 0.185 mm (0.00138 to 0.0728 in.)
- Maximum thrust clearance:
- 0.25 mm (0.00984 in.)
If the thrust clearance is more than the maximum, replace the camshaft. If necessary, replace the bearing caps and cylinder head as a set.Text in Illustration *a Intake Side *b Exhaust Side
 |
Remove the camshaft.
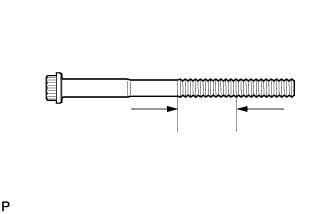
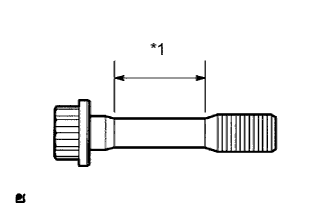
| 9. INSPECT CYLINDER HEAD SET BOLT |
Using a vernier caliper, measure the diameter of the most elongated threads in the measurement area.
- Standard outside diameter:
- 11.76 to 11.97 mm (0.463 to 0.471 in.)
- Minimum outside diameter:
- 11.6 mm (0.457 in.)
- HINT:
- If a visual check reveals no excessively thin areas, check the center of the bolt (see illustration) and find the area that has the smallest diameter.
 |
| 10. INSPECT CYLINDER BLOCK OIL ORIFICE |
Check the oil orifice for damage or clogging.
If necessary, replace the cylinder block oil orifice.
| 11. INSPECT OIL CHECK VALVE SUB-ASSEMBLY |
Push the ball of the oil check valve with a wooden stick to check if it is stuck.
If the ball of the oil check valve is stuck, replace the oil check valve sub-assembly.Text in Illustration *1 Ball 
Push
 |
| 12. INSPECT NO. 1 OIL NOZZLE SUB-ASSEMBLY |
Check the No. 1 oil nozzle for damage or clogging.
If necessary, replace the No. 1 oil nozzle sub-assembly.
| 13. CLEAN CYLINDER BLOCK SUB-ASSEMBLY |
Using a gasket scraper, remove all the gasket material from the top surface of the cylinder block.
Using a soft brush and solvent, thoroughly clean the cylinder block sub-assembly.
| 14. INSPECT CYLINDER BLOCK FOR WARPAGE |
Using a precision straightedge and feeler gauge, measure the surface of the cylinder block that contacts the cylinder head for warpage.
- Maximum warpage:
- 0.1 mm (0.00394 in.)
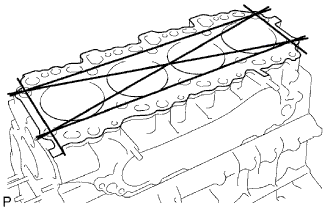 |
Visually check the cylinders for vertical scratches.
If deep scratches are present, rebore all 4 cylinders. If necessary, replace the cylinder block.
| 15. INSPECT CYLINDER BORE |
Inspect the cylinder bore diameter.
Text in Illustration *1 Mark 1, 2 or 3 *2 No. 1 *3 No. 2 *4 No. 3 *5 No. 4 - HINT:
- There are 3 standard cylinder bore diameter sizes, marked 1, 2 and 3 accordingly. The mark is stamped on the cylinder block.
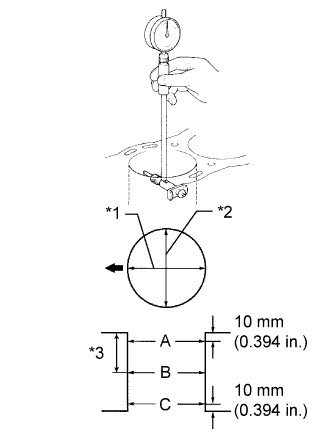
Using a cylinder gauge, measure the cylinder bore diameter at positions A, B and C in the thrust and axial directions.
- Standard Diameter:
Item Specified Condition STD Mark 1 92.00 to 92.01 mm (3.6220 to 3.6224 in.) STD Mark 2 92.01 to 92.02 mm (3.6224 to 3.6228 in.) STD Mark 3 92.02 to 92.03 mm (3.6228 to 3.6232 in.) O/S 0.50 92.50 to 92.53 mm (3.6417 to 3.6429 in.)
- Maximum Diameter:
Item Specified Condition STD 92.23 mm (3.6311 in.) O/S 0.50 92.73 mm (3.6508 in.)
If the diameter is more than the maximum, rebore all 4 cylinders. If necessary, replace the cylinder block sub-assembly.Text in Illustration *1 Axial Direction *2 Thrust Direction *3 Center Front
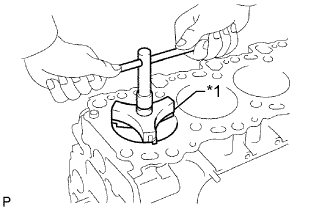
If the wear is less than 0.2 mm (0.00787 in.), using a ridge reamer, grind the top of the cylinder.Text in Illustration *1 Ridge Reamer
 |
| 16. CLEAN PISTON |
Using a groove cleaning tool or broken ring, clean the piston ring grooves.
Using solvent and a brush, thoroughly clean the piston.
- NOTICE:
- Do not use a wire brush.
| 17. INSPECT PISTON WITH PIN SUB-ASSEMBLY |
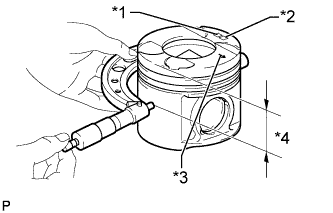
Using a micrometer, measure the piston diameter according to the following conditions: 1) measure at a right angle to the piston center line, and 2) measure at the indicated distance from the piston head.
- Distance:
- 65 mm (2.56 in.)
- Standard Piston Diameter:
Item Specified Condition STD Mark 1 91.92 to 91.93 mm (3.6189 to 3.6193 in.) STD Mark 2 91.93 to 91.94 mm (3.6193 to 3.6197 in.) STD Mark 3 91.94 to 91.95 mm (3.3197 to 3.6201 in.) O/S 0.50 92.42 to 92.45 mm (3.6386 to 3.6398 in.)
- Standard Pin Hole Inside Diameter:
Item Specified Condition Mark A 34.007 to 34.011 mm (1.3389 to 1.3390 in.) Mark B 34.011 to 34.015 mm (1.3390 to 1.3392 in.) Mark C 34.015 to 34.019 mm (1.3392 to 1.3393 in.)
Text in Illustration *1 Size Mark *2 Piston Pin Hole Inside Diameter Mark *3 Front Mark (Arrow) *4 Distance
 |
Using a micrometer, measure the piston pin diameter.
- Standard Piston Pin Diameter:
Item Specified Condition Mark A 33.996 to 34.000 mm (1.3384 to 1.3386 in.) Mark B 34.000 to 34.004 mm (1.3386 to 1.3387 in.) Mark C 34.004 to 34.008 mm (1.3387 to 1.3389 in.)
 |
Subtract the piston pin diameter measurement from the piston pin hole inside diameter measurement.
- Standard oil clearance:
- 0.007 to 0.015 mm (0.000276 to 0.000591 in.)
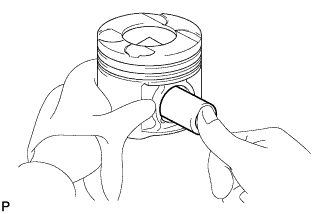
Inspect the piston pin fit.
At 80°C (176°F), check that the piston pin can be pushed into the piston pin hole with your thumb.
If the pin can be installed at a lower temperature, replace the piston with pin sub-assembly.
 |
| 18. INSPECT PISTON OIL CLEARANCE |
Measure the cylinder bore diameter in the thrust direction.
Text in Illustration *1 No. 1 *2 No. 2 *3 No. 3 *4 No. 4 *5 Mark 1, 2 or 3 *6 Size Mark
 |
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
- Standard oil clearance:
- 0.07 to 0.09 mm (0.00276 to 0.00354 in.)
- Maximum oil clearance:
- 0.16 mm (0.00639 in.)
If necessary, replace the cylinder block sub-assembly.- HINT:
- When the cylinder block is replaced, use a piston with the same number mark as the cylinder diameter marked on a new cylinder block.
| 19. INSPECT RING GROOVE CLEARANCE |
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
- Standard Groove Clearance:
Item Specified Condition No. 1 piston ring 0.060 to 0.100 mm (0.00236 to 0.00394 in.) No. 2 piston ring 0.050 to 0.095 mm (0.00197 to 0.00374 in.) Oil ring 0.030 to 0.075 mm (0.00118 to 0.00295 in.)
- Maximum groove clearance:
- 0.20 mm (0.0787 in.)
| 20. INSPECT PISTON RING END GAP |
Insert the piston ring into the cylinder bore.
Using a piston, push the piston ring a little beyond the bottom of the ring travel, 120 mm (4.72 in.) from the top of the cylinder block.
Using a feeler gauge, measure the end gap.
- Standard End Gap:
Item Specified Condition No. 1 piston ring 0.27 to 0.39 mm (0.0106 to 0.0154 in.) No. 2 piston ring 0.47 to 0.62 mm (0.0185 to 0.0244 in.) Oil ring 0.20 to 0.40 mm (0.00787 to 0.0157 in.)
- Maximum End Gap:
Item Specified Condition No. 1 piston ring 1.21 mm (0.0476 in.) No. 2 piston ring 1.44 mm (0.0567 in.) Oil ring 1.22 mm (0.0480 in.)
If the end gap is more than the maximum even with a new piston ring, rebore all 4 cylinders or replace the cylinder block sub-assembly.
| 21. INSPECT PISTON PIN OIL CLEARANCE |
Using a caliper gauge, measure the inside diameter of the connecting rod bush.
- Standard Bush Inside Diameter:
Item Specified Condition Mark A 34.012 to 34.016 mm (1.3390 to 1.3392 in.) Mark B 34.016 to 34.020 mm (1.3392 to 1.3393 in.) Mark C 34.020 to 34.024 mm (1.3393 to 1.3395 in.)
Text in Illustration *1 Connecting Rod Bush Inside Diameter Mark A, B or C *2 Front Mark
 |
Subtract the piston pin diameter measurement from the bush inside diameter measurement.
- Standard oil clearance:
- 0.012 to 0.020 mm (0.000472 to 0.000878 in.)
- Maximum oil clearance:
- 0.03 mm (0.0118 in.)
If necessary, replace the piston with pin sub-assembly.
| 22. INSPECT CONNECTING ROD SUB-ASSEMBLY |
Using a rod aligner and feeler gauge, check the connecting rod alignment.
Check if the connecting rod is bent.
- Maximum bend:
- 0.03 mm (0.00118 in.) per 100 mm (3.94 in.)
Check if the connecting rod is twisted.
- Maximum twist:
- 0.15 mm (0.00591 in.) per 100 mm (3.94 in.)


| 23. INSPECT CONNECTING ROD BOLT |
Using a vernier caliper, measure the diameter of the tension portion of the bolt.
- Standard diameter:
- 8.5 to 8.6 mm (0.335 to 0.339 in.)
- Minimum diameter:
- 8.3 mm (0.327 in.)
If the diameter is less than the minimum, replace the connecting rod bolt.Text in Illustration *1 Tension Portion
 |
| 24. INSPECT CRANKSHAFT |
Inspect for circle runout.
Place the crankshaft on V-blocks.
Using a dial indicator, measure the circle runout at the center journal.
- Maximum circle runout:
- 0.03 mm (0.00118 in.)
Inspect the main journals and crank pins.
Using a micrometer, measure the diameter of each main journal and crank pin.
- Standard Main Journal Diameter:
Item Specified Condition Mark 1 69.994 to 70.000 mm (2.7557 to 2.7559 in.) Mark 2 69.988 to 69.994 mm (2.7554 to 2.7557 in.) Mark 3 69.982 to 69.988 mm (2.7552 to 2.7554 in.) U/S 0.25 69.745 to 69.755 mm (2.7459 to 2.7463 in.) U/S 0.50 69.495 to 69.505 mm (2.7360 to 2.7364 in.)
- Standard Crank Pin Diameter:
Item Specified Condition Mark 1 58.994 to 59.000 mm (2.3226 to 2.3228 in.) Mark 2 58.988 to 58.994 mm (2.3224 to 2.3226 in.) Mark 3 58.982 to 58.988 mm (2.3221 to 2.3224 in.)
Check each main journal and crank pin for taper and out-of-round as shown in the illustration.
- Maximum taper and out-of-round:
- 0.02 mm (0.000787 in.)
 |
If necessary, grind and hone the main journals and/or crank pins.
Grind and hone the main journals and/or crank pins to the finished undersized diameter (refer to the procedures above).
Install new main journal and/or crank pin undersized bearings.
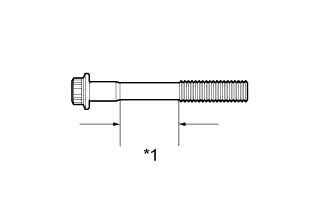
| 25. INSPECT CRANKSHAFT BEARING CAP SET BOLT |
Using a vernier caliper, measure the diameter of the crankshaft bearing cap set bolt in the measuring area.
- Standard diameter:
- 13.5 to 14.0 mm (0.531 to 0.551 in.)
- Minimum diameter:
- 12.6 mm (0.496 in.)
If the diameter is less than the minimum, replace the crankshaft bearing cap set bolt.Text in Illustration *1 Measuring Area
 |