Головка Блока Цилиндров -- Проверка |
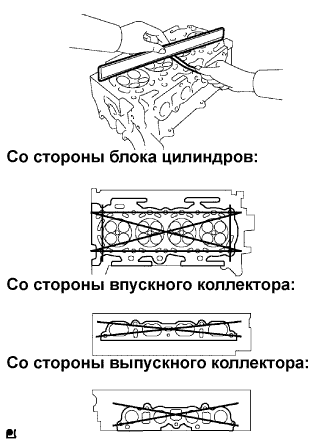
| 1. ПРОВЕРЬТЕ ПЛОСКОСТНОСТЬ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ |
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности контакта с блоком цилиндров и коллекторами.
Максимально допустимая величина коробления: Со стороны блока цилиндров 0,05 мм (0,0020 дюйма) Со стороны впускного коллектора 0,10 мм (0,0040 дюйма) Со стороны выпускного коллектора 0,10 мм (0,0040 дюйма)
 |
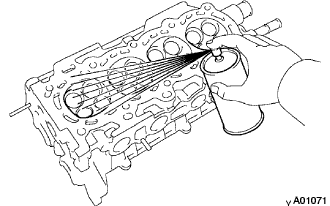
| 2. УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ |
Методом цветной дефектоскопии проверьте камеру сгорания, впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
 |
| 3. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА |
Нутромером измерьте внутренний диаметр направляющей втулки клапана.
- Внутренний диаметр втулки:
- 5,510–5,530 мм (0,2169–0,2177 дюйма)
 |
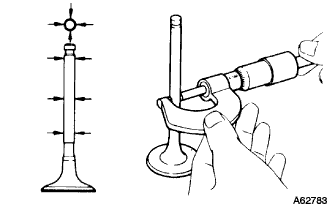
Микрометром измерьте диаметр штока клапана.
- Диаметр штока клапана:
- Для впускных клапанов: 5,470 - 5,485 мм (0,2154 - 0,2159 дюйма)
- Для выпускных клапанов: 5,465 - 5,480 мм (0,2152 - 0,2158 дюйма)
 |
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
- Номинальный масляный зазор:
- Для впускных клапанов: 0,025 - 0,060 мм (0,0010 - 0,0024 дюйма)
- Для выпускных клапанов: 0,030 - 0,065 мм (0,0012 - 0,0026 дюйма)
- Максимальный допустимый масляный зазор:
- Для впускных клапанов: 0,08 мм (0,0031 дюйма)
- Для выпускных клапанов: 0,01 мм (0,00039 дюйма)
| 4. ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ КЛАПАНА |
С помощью индикатора часового типа для отверстий измерьте диаметр гнезда втулки.
- Диаметр:
- 10,335–10,356 мм (0,4069–0,4077 дюйма)
 |
Если диаметр гнезда втулки в головке блока цилиндров превышает 10,306 мм (0,4057 дюйма), расточите гнездо до диаметра 10,335–10,356 мм (0,4068–0,4077 дюйма).
УКАЗАНИЕ: Диаметр гнезда втулки, мм (дюймы) Размер втулки 10,285-10,306
(0,4049–0,4057)Используйте STD 10,335-10,356
(0,4068–0,4077)Используйте O/S 0,05
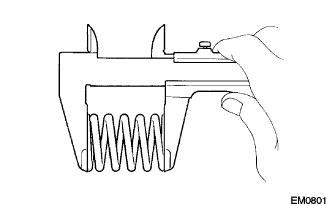
| 5. ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ |
С помощью штангенциркуля измерьте длину пружины клапана в свободном состоянии.
- Длина в свободном состоянии:
- 43,40 мм (1,7087 дюйма)
 |
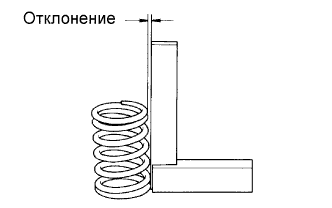
Стальным угольником измерьте отклонение клапанной пружины.
- Максимально допустимое отклонение:
- 1,6 мм (0,063 дюйма)
- Максимальный угол (для справки):
- 2°
 |
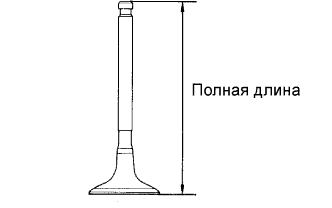
| 6. ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН |
Измерьте общую длину клапана штангенциркулем.
- Номинальная общая длина:
- 88,65 мм (3,4902 дюйма)
- Минимально допустимая общая длина:
- 88,35 мм (3,4784 дюйма)
 |
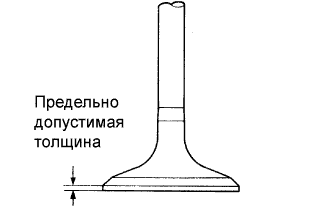
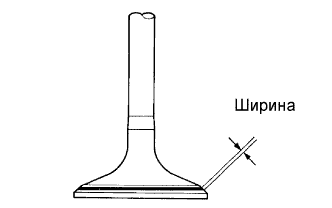
С помощью штангенциркуля измерьте толщину кромки головки клапана.
- Номинальная толщина кромки:
- 1,0 мм (0,039 дюйма)
- Минимальная толщина кромки:
- 0,7 мм (0,028 дюйма)
 |
| 7. ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН |
Измерьте общую длину клапана штангенциркулем.
- Номинальная общая длина:
- 88,69 мм (3,4917 дюйма)
- Минимально допустимая общая длина:
- 88,39 мм (3,4799 дюйма)
|
С помощью штангенциркуля измерьте толщину кромки головки клапана.
- Номинальная толщина кромки:
- 1,0 мм (0,039 дюйма)
- Минимальная толщина кромки:
- 0,7 мм (0,028 дюйма)
|
| 8. ПРОВЕРЬТЕ СЕДЛА ПРУЖИН КЛАПАНОВ |
Нанесите на торец клапана тонкий слой берлинской лазури или свинцовых белил.
 |
Слегка вдавите клапан в седло клапана.
Проверьте фаску клапана и седло клапана в порядке, описанном ниже.
Если непрерывный след пасты имеется по всей окружности фаски клапана, тарелка клапана не имеет перекоса. В противном случае замените клапан.
Если непрерывный след пасты распределен по всей окружности седла клапана, оси направляющей втулки, тарелки клапана и седла совпадают. В противном случае повторно отшлифуйте поверхность седла клапана.
Убедитесь в том, что седло контактирует с серединой торца клапана на ширине от 1,0 до 1,4 мм (0,039 - 0,055 дюйма).
| 9. ПРОВЕРЬТЕ ТОЛКАТЕЛЬ КЛАПАНА |
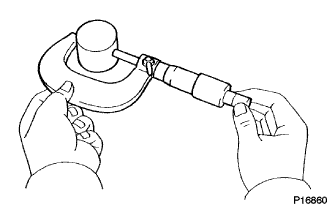
С помощью микрометра измерьте диаметр толкателя.
- Диаметр толкателя:
- 30,966–30,976 (1,2191–1,2195 дюйма)
 |
| 10. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ТОЛКАТЕЛЯ КЛАПАНА |
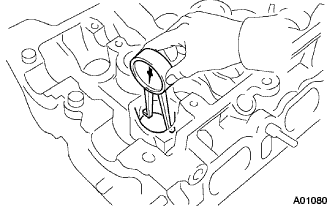
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия для толкателя в головке блока цилиндров.
- Диаметр отверстия под толкатель клапана:
- 31,000–31,025 мм (1,2205–1,2215 дюйма)
 |
Вычтите результат измерений диаметра толкателя из результата измерений внутреннего диаметра толкателя клапана.
- Масляный зазор:
- Номинальный масляный зазор:
- 0,024–0,059 мм (0,0009–0,0023 дюйма)
- Максимальный допустимый масляный зазор:
- 0,079 мм (0,0031 дюйма)
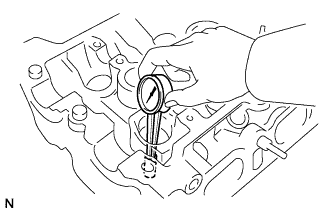
| 11. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА |
Установите 2 распредвала.
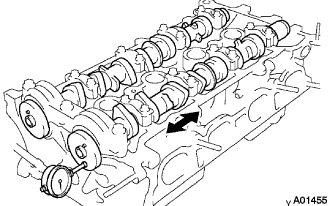 |
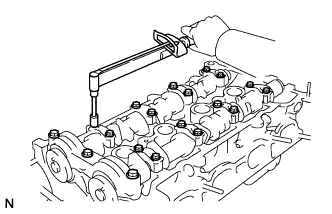
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
- Осевой зазор:
- Номинальный осевой зазор:
- 0,040–0,095 мм (0,0016–0,0037 дюйма)
- Максимально допустимый осевой зазор:
- 0,110 мм (0,0043 дюйма)
Если осевой зазор превышает максимально допустимую величину, замените головку блока цилиндров. При обнаружении повреждений на боковых поверхностях распредвала замените также и распредвал.
| 12. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА |
Очистите крышки подшипников и шейки распредвала.
 |
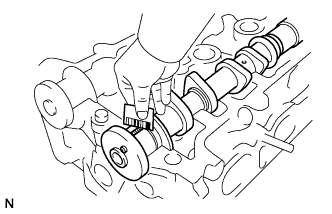
Установите распредвалы на головку блока цилиндров.
Положите полоски Plastigage на все шейки распределительного вала.
Установите крышки подшипников (Нажмите здесь).
- Момент затяжки:
- № 1:
- 23 Н*м{235 кгс*см, 17 фунт-сила-футов}
- № 3:
- 13 Н*м{132 кгс*см, 10 фунт-сила-футов}
- ПРИМЕЧАНИЕ:
- Не поворачивайте распредвал.
 |
Снимите крышки подшипников.
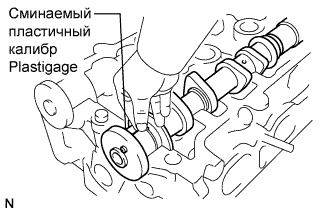
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
- Номинальный масляный зазор:
- 0,035–0,072 мм (0,0014–0,0028 дюйма)
- Максимальный допустимый масляный зазор:
- 0,10 мм (0,0039 дюйма)
- ПРИМЕЧАНИЕ:
- После измерений полностью удалите сминаемый пластичный калибр Plastigage.
 |