Блок Цилиндров -- Проверка |
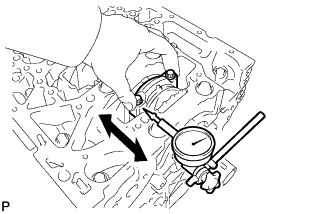
| 1. INSPECT CONNECTING ROD THRUST CLEARANCE |
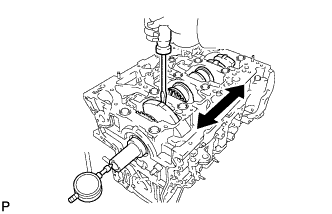
Using a dial indicator, measure the thrust clearance while moving the connecting rod back and forth.
- Standard thrust clearance:
- 0.10 to 0.45 mm (0.0039 to 0.0177 in.)
- Maximum thrust clearance:
- 0.55 mm (0.0217 in.)
 |
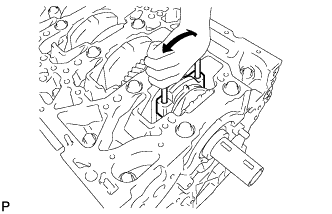
| 2. INSPECT CONNECTING ROD OIL CLEARANCE |
Remove the 2 connecting rod cap bolts.
 |
Using the 2 removed connecting rod cap bolts, remove the connecting rod cap and lower bearing by wiggling the connecting rod cap right and left.
- УКАЗАНИЕ:
- Keep the lower bearing inserted to the connecting rod cap.
 |
Clean the crank pin and bearing.
Check the crank pin and bearing for pitting and scratches.
If the crank pin or bearing is damaged, replace the bearings. If necessary, replace the crankshaft.
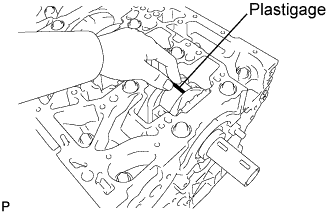
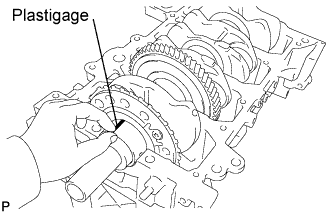
Lay a strip of Plastigage on the crank pin.
 |
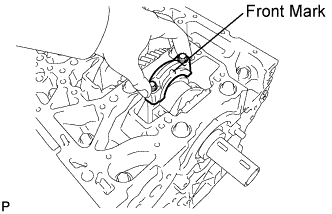
Align the matchmarks of the connecting rod cap and connecting rod. Install the connecting rod cap with the front mark facing forward.
 |
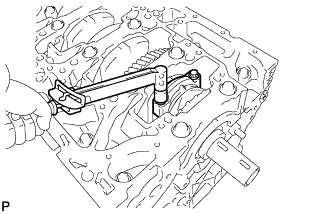
Install the connecting rod cap bolts.
- УКАЗАНИЕ:
- The connecting rod cap bolts are tightened in 2 progressive steps.
- If any connecting rod bolt is broken or deformed, replace it.
Install and alternately tighten the bolts of the connecting rod cap in several steps.
- Момент затяжки:
- 40 Н*м{408 кгс*см, 30 фунт-сила-футов}
- ПРИМЕЧАНИЕ:
- Do not turn the crankshaft.
- УКАЗАНИЕ:
- If a cap bolt does not meet the torque specification, replace the connecting rod cap bolts.
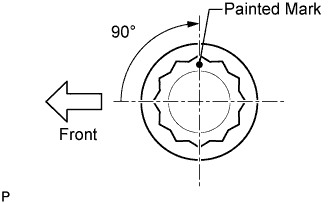
Mark the front side of each connecting cap bolt with paint.
Retighten the cap bolts by 90° as shown.
Check that the painted marks are now at a 90° angle to the front.
- ПРИМЕЧАНИЕ:
- Do not turn the crankshaft.
Remove the 2 connecting rod cap bolts.
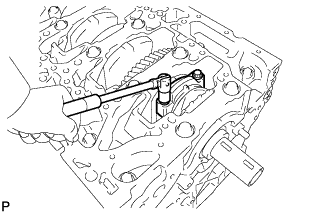 |
Using the 2 removed connecting rod cap bolts, remove the connecting rod cap and lower bearing by wiggling the connecting rod cap right and left.
- УКАЗАНИЕ:
- Keep the lower bearing inserted in the connecting rod cap.
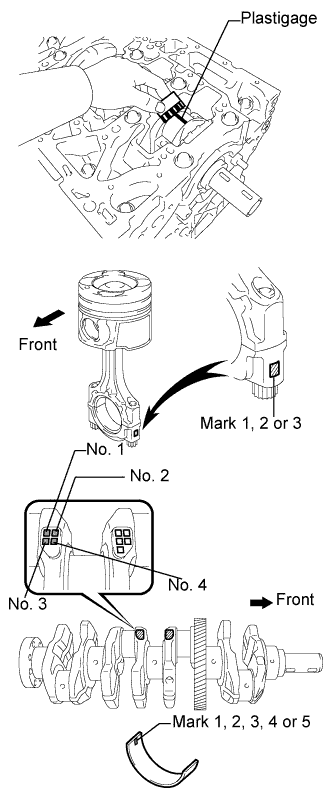
Measure the Plastigage at its widest point.
- Standard oil clearance:
- 0.024 to 0.042 mm (0.0009 to 0.0017 in.)
- Maximum oil clearance:
- 0.070 mm (0.0028 in.)
- УКАЗАНИЕ:
- If using a standard bearing, replace it with one that has the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the crankshaft and connecting rod cap, then selecting the bearing with the same number as the total. There are 5 sizes of standard bearings, marked 1, 2, 3, 4 and 5.
- УКАЗАНИЕ:
- Connecting rod cap "3" + Crankshaft "1" = Total number 4 (Use bearing "4")
- Reference:
- Connecting rod large end inside diameter:
Mark Specified value 1 53.000 to 53.006 mm (2.0866 to 2.0869 in.) 2 53.006 to 53.012 mm (2.0869 to 2.0871 in.) 3 53.012 to 53.018 mm (2.0871 to 2.0873 in.) - Crankshaft pin diameter:
Mark Specified value 0 49.994 to 50.000 mm (1.9683 to 1.9685 in.) 1 49.988 to 49.994 mm (1.9680 to 1.9683 in.) 2 49.982 to 49.988 mm (1.9678 to 1.9680 in.) - Standard sized bearing center wall thickness:
Mark Specified value 1 1.485 to 1.488 mm (0.0585 to 0.0586 in.) 2 1.488 to 1.491 mm (0.0586 to 0.0587 in.) 3 1.491 to 1.494 mm (0.0587 to 0.0588 in.) 4 1.494 to 1.497 mm (0.0588 to 0.0589 in.) 5 1.497 to 1.500 mm (0.0589 to 0.0591 in.)
 |
Completely remove the Plastigage.
| 3. INSPECT CRANKSHAFT THRUST CLEARANCE |
Using a dial indicator, measure the thrust clearance while prying the crankshaft back and forth with a screwdriver.
- Standard thrust clearance:
- 0.04 to 0.24 mm (0.0016 to 0.0094 in.)
- Maximum thrust clearance:
- 0.30 mm (0.0118 in.)
- Standard thrust washer thickness:
- 1.93 to 1.98 mm (0.0760 to 0.0780 in.)
 |
| 4. INSPECT CRANKSHAFT OIL CLEARANCE |
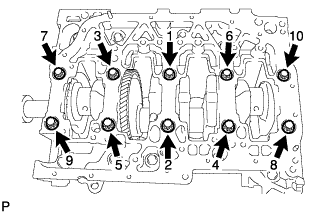
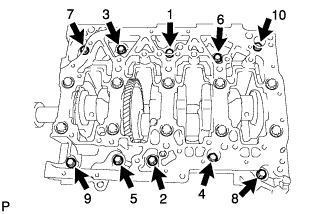
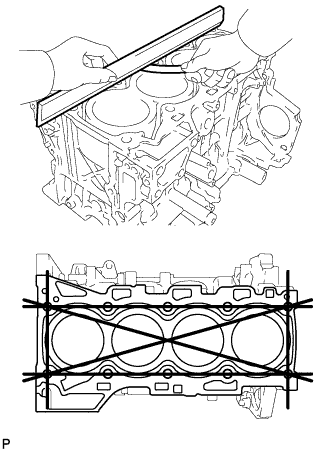
Uniformly loosen and remove the 10 bolts in several steps, in the sequence shown in the illustration.
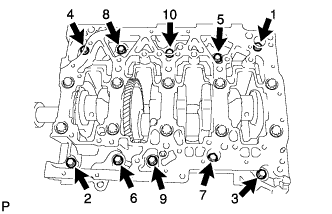 |
Uniformly loosen and remove the 10 bearing cap bolts in several steps, in the sequence shown in the illustration.
 |
Remove the crankshaft bearing cap by prying between the crankshaft bearing cap and cylinder block with a screwdriver.
- ПРИМЕЧАНИЕ:
- Do not damage the contact surface of the cylinder block and crankshaft bearing cap.
- УКАЗАНИЕ:
- Keep the No. 2 crankshaft bearings and crankshaft bearing cap together.
- Arrange the thrust washers in the correct order.
- Keep the crankshaft bearings and upper thrust washers together with the cylinder block.
- Tape the screwdriver tip before use.
 |
Clean each main journal and bearing.
Check each main journal and bearing for pitting and scratches.
If the journal or bearing is damaged, replace the bearing.
Place the crankshaft on the cylinder block.
Lay a strip of Plastigage across each journal.
 |
Place the crankshaft bearing cap on the cylinder block.
Apply a light coat of engine oil to the threads and under the heads of the crankshaft bearing cap bolts.
Install the crankshaft bearing cap bolts.
- УКАЗАНИЕ:
- The main bearing cap bolts are tightened as described in "Step 1" and "Step 2" below.
- If any bolt is broken or deformed, replace it.
 |
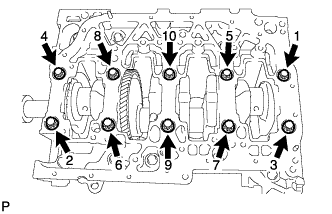
Step 1:
Install and uniformly tighten the 10 main bearing cap bolts in the sequence shown in the illustration.
- Момент затяжки:
- 60 Н*м{612 кгс*см, 44 фунт-сила-футов}
- УКАЗАНИЕ:
- If a main bearing cap bolt does not meet the torque specification, replace the main bearing cap bolts.
- ПРИМЕЧАНИЕ:
- Do not turn the crankshaft.
Step 2:
Mark the front of the bearing cap bolts with paint.
Retighten the bearing cap bolts by 90° as shown.
Check that the painted marks are now at a 90° angle to the front.
Install and uniformly tighten the 10 bolts in several passes, in the sequence shown in the illustration.
- Момент затяжки:
- 18 Н*м{184 кгс*см, 13 фунт-сила-футов}
 |
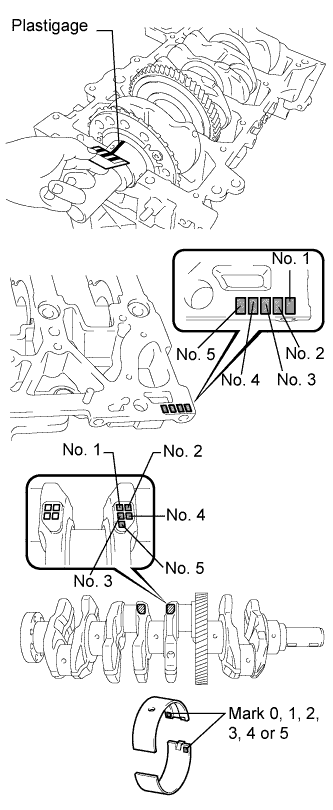
Measure the Plastigage at its widest point.
- Standard oil clearance:
Bearing Cap Specified value No. 3 0.020 to 0.038 mm (0.0008 to 0.0015 in.) Other 0.014 to 0.032 mm (0.0006 to 0.0013 in.)
- Maximum oil clearance:
- 0.10 mm (0.0039 in.)
- УКАЗАНИЕ:
- If using a standard bearing, replace it with one having the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the cylinder block and crankshaft, then selecting the bearing with the same number as the total.
- There are 5 sizes of standard bearings, marked 0, 1, 2, 3 and 4.
Cylinder block "2" + Crankshaft "1" = Total number 3 (Use bearing "3")- Reference:
- Standard cylinder block main journal bore diameter:
Mark Specified value 0 (No. 3 Journal) 63.000 to 63.006 mm (2.4803 to 2.4806 in.) 1 (No. 3 Journal) 63.006 to 63.012 mm (2.4806 to 2.4808 in.) 2 (No. 3 Journal) 63.012 to 63.018 mm (2.4808 to 2.4810 in.) 1 (Other) 63.000 to 63.006 mm (2.4803 to 2.4806 in.) 2 (Other) 63.006 to 63.012 mm (2.4806 to 2.4808 in.) 3 (Other) 63.012 to 63.018 mm (2.4808 to 2.4810 in.) - Standard crankshaft journal diameter:
Mark Specified value 0 58.994 to 59.000 mm (2.3226 to 2.3228 in.) 1 58.988 to 58.994 mm (2.3224 to 2.3226 in.) 2 58.982 to 58.988 mm (2.3221 to 2.3224 in.) - Standard sized bearing center wall thickness:
Mark Specified value 0 1.987 to 1.990 mm (0.0782 to 0.0784 in.) 1 1.990 to 1.993 mm (0.0784 to 0.0785 in.) 2 1.993 to 1.996 mm (0.0785 to 0.0786 in.) 3 1.996 to 1.999 mm (0.0786 to 0.0787 in.) 4 1.999 to 2.002 mm (0.0787 to 0.0788 in.) 5 2.002 to 2.005 mm (0.0788 to 0.0789 in.)
 |
Completely remove the Plastigage.
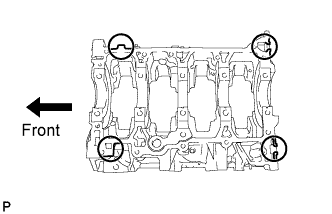
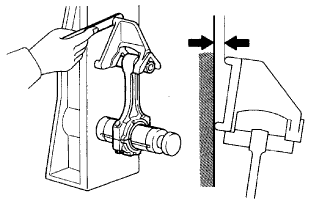
| 5. INSPECT CYLINDER BLOCK FOR WARPAGE |
Using a precision straightedge and feeler gauge, measure the warpage of the contact surface of the cylinder head gasket.
- Maximum warpage:
- 0.05 mm (0.0020 in.)
 |
Visually check the cylinder for vertical scratches.
If deep scratches are present, replace the cylinder block.
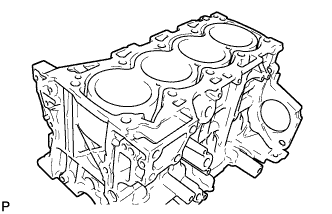 |
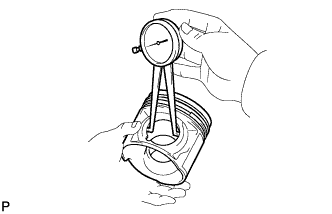
| 6. INSPECT CYLINDER BORE |
Using a cylinder gauge, measure the cylinder bore diameter at positions A and B in the thrust and axial directions.
- Standard diameter:
- 86.000 to 86.013 mm (3.3858 to 3.3863 in.)
 |
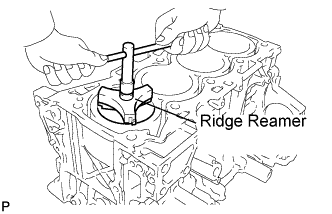
Inspect for cylinder ridge.
If there are cylinder ridges that have a depth of less than 0.2 mm (0.008 in.), using a ridge reamer, grind the cylinder bore to remove the cylinder ridges.
If there are cylinder ridges that have a depth of 0.2 mm (0.008 in.) or more, replace the cylinder block.
 |
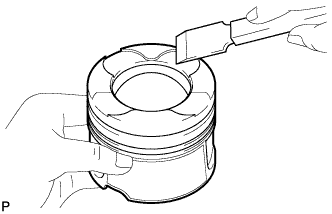
| 7. CLEAN PISTON |
Using a gasket scraper, remove the carbon from the piston top.
 |
Using a groove cleaning tool or broken ring, clean the piston ring grooves.
 |
Using solvent and a brush, thoroughly clean the piston.
- ПРИМЕЧАНИЕ:
- Do not use a wire brush.
 |
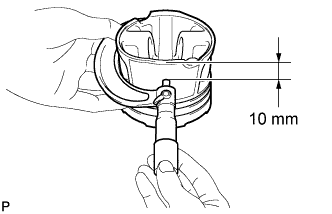
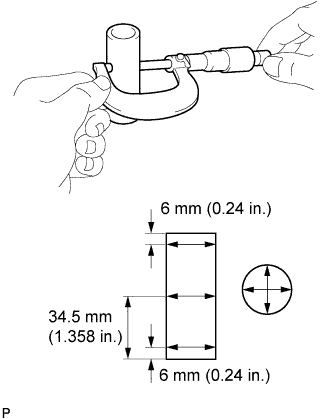
| 8. INSPECT PISTON DIAMETER |
Using a micrometer, measure the piston diameter at right angles to the piston center line where the distance from the bottom edge of the piston is as specified.
- Standard distance:
- 10 mm (0.39 in.)
- Standard piston diameter:
- 85.919 to 85.933 mm (3.3826 to 3.3831 in.)
 |
| 9. INSPECT PISTON OIL CLEARANCE |
Measure the cylinder bore diameter in the thrust direction.
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
- Standard oil clearance:
- 0.067 to 0.094 mm (0.0026 to 0.0037 in.)
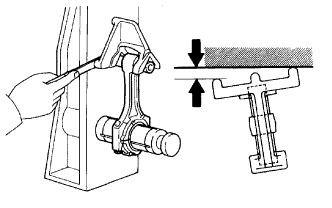
| 10. INSPECT RING GROOVE CLEARANCE |
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
- Standard ring groove clearance:
Ring Specified value No. 1 0.11 to 0.15 mm (0.0043 to 0.0059 in.) No. 2 0.08 to 0.12 mm (0.0031 to 0.0047 in.) Oil 0.03 to 0.07 mm (0.0012 to 0.0028 in.)
 |
| 11. INSPECT PISTON RING END GAP |
Insert the piston ring into the cylinder bore.
Using a piston, push the piston ring a little beyond the bottom of the ring travel 110 mm (4.33 in.) from the top of the cylinder block.
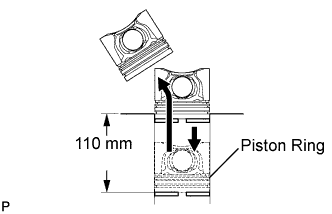 |
Using a feeler gauge, measure the end gap.
- Standard end gap:
Ring Specified value No. 1 0.22 to 0.32 mm (0.0087 to 0.0126 in.) No. 2 0.32 to 0.47 mm (0.0126 to 0.0185 in.) Oil 0.10 to 0.40 mm (0.0039 to 0.0157 in.)
- Maximum end gap:
Ring Specified value No. 1 0.32 mm (0.0126 in.) No. 2 0.47 mm (0.0185 in.) Oil 0.40 mm (0.0157 in.)
 |
| 12. INSPECT PISTON PIN OIL CLEARANCE |
Check each mark on the piston, piston pin and connecting rod.
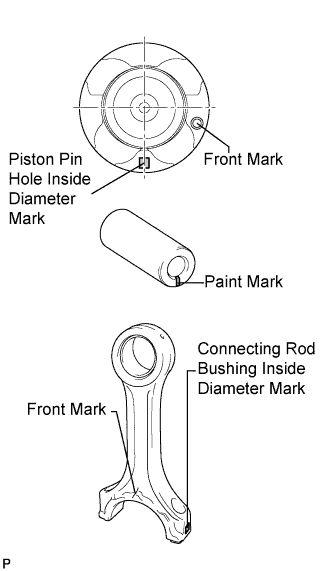 |
Using a caliper gauge, measure the inside diameter of the piston pin hole.
- Standard piston pin hole inside diameter:
Mark Specified value A 29.009 to 29.013 mm (1.1421 to 1.1422 in.) B 29.013 to 29.017 mm (1.1422 to 1.1424 in.) C 29.017 to 29.021 mm (1.1424 to 1.1426 in.)
 |
Using a micrometer, measure the piston pin diameter.
- Standard piston pin diameter:
Mark Specified value A (White) 29.000 to 29.004 mm (1.1417 to 1.1419 in.) B (Pink) 29.004 to 29.008 mm (1.1419 to 1.1420 in.) C (Blue) 29.008 to 29.012 mm (1.1420 to 1.1422 in.)
 |
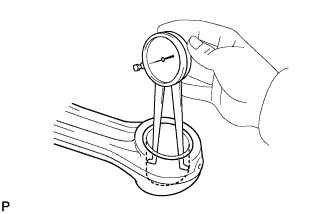
Using a caliper gauge, measure the inside diameter of the connecting rod bush.
- Standard bush inside diameter:
Mark Specified value A 29.019 to 29.023 mm (1.1425 to 1.1426 in.) B 29.023 to 29.027 mm (1.1426 to 1.1428 in.) C 29.027 to 29.031 mm (1.1428 to 1.1430 in.)
 |
Subtract the piston pin diameter measurement from the piston pin hole diameter measurement.
- Standard oil clearance:
- 0.005 to 0.013 mm (0.0002 to 0.0005 in.)
- Maximum oil clearance:
- 0.05 mm (0.0020 in.)
Subtract the piston pin diameter measurement from the bush inside diameter measurement.
- Standard oil clearance:
- 0.015 to 0.023 mm (0.0006 to 0.0009 in.)
- Maximum oil clearance:
- 0.025 mm (0.0010 in.)
| 13. INSPECT CONNECTING ROD SUB-ASSEMBLY |
Using a rod aligner and feeler gauge, check the connecting rod alignment.
Check for bend.
- Maximum bend:
- 0.03 mm (0.0012 in.) per 100 mm (3.94 in.)
Check for twist.
- Maximum twist:
- 0.15 mm (0.0059 in.) per 100 mm (3.94 in.)
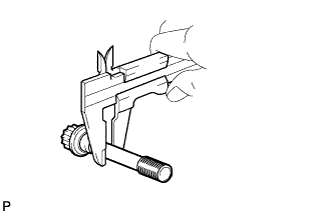
| 14. INSPECT CONNECTING ROD BOLT |
Using vernier calipers, measure the tension portion diameter of the bolt.
- Standard diameter:
- 8.7 to 8.8 mm (0.343 to 0.346 in.)
- Minimum diameter:
- 8.5 mm (0.335 in.)
 |
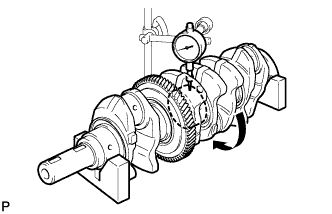
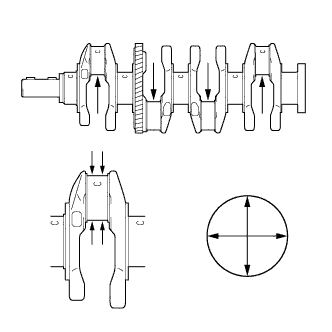
| 15. INSPECT CRANKSHAFT |
Inspect for circle runout.
Place the crankshaft on V-blocks.
Using a dial indicator, measure the circle runout at the center journal.
- Maximum circle runout:
- 0.04 mm (0.0016 in.)
 |
Inspect the main journals.
Using a micrometer, measure the diameter of each main journal.
- Standard journal diameter:
- 59.000 to 59.018 mm (2.3228 to 2.3235 in.)
Check each main journal for taper and out-of- round as shown in the illustration.
- Maximum taper and out-of-round:
- 0.005 mm (0.0002 in.)
 |
Inspect the crank pin.
Using a micrometer, measure the diameter of each crank pin.
- Standard crank pin diameter:
- 49.982 to 50.000 mm (1.9678 to 1.9685 in.)
Check each crank pin for taper and out-of-round as shown in the illustration.
- Maximum taper and out-of-round:
- 0.003 mm (0.0001 in.)
 |
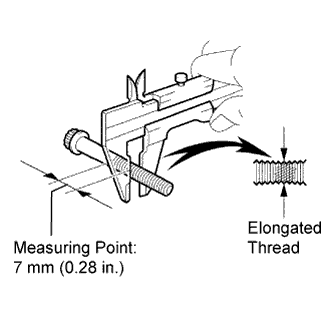
| 16. INSPECT CRANKSHAFT BEARING CAP BOLT |
Using vernier calipers, measure the minimum diameter of the elongated thread at the measuring point.
- Standard diameter:
- 10.8 to 11.0 mm (0.425 to 0.433 in.)
- Minimum diameter:
- 10.4 mm (0.409 in.)
 |
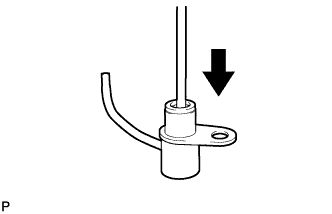
| 17. INSPECT NO. 1 OIL NOZZLE SUB-ASSEMBLY |
Push the check valve with a pin to check if it is stuck.
If stuck, replace the oil nozzle.
 |
With the check valve pushed, apply air into the oil nozzle. Then check the oil nozzle for damage or clogging.
If there is an air leak, clean or replace the oil nozzle.
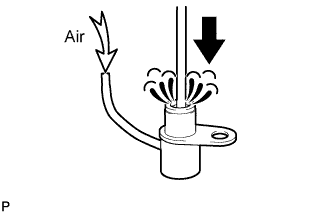 |
With the check valve pushed, apply air into the oil nozzle. Check that air passes through the oil nozzle.
If air cannot pass through, clean or replace the oil nozzle.