Головка Блока Цилиндров -- Проверка |
| 1. ПРОВЕРЬТЕ ГОЛОВКУ БЛОКА ЦИЛИНДРОВ В СБОРЕ |
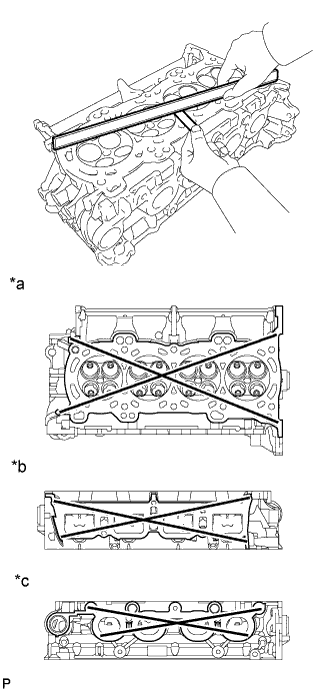
С помощью прецизионной поверочной линейки и щупа измерьте величину коробления поверхностей в местах контакта головки блока цилиндров с блоком цилиндров и коллектором.
- Максимальное коробление:
Параметр / Устройство Заданные условия С нижней стороны головки блока цилиндров 0,05 мм (0,00197 дюйма) Со стороны впускного коллектора 0,10 мм (0,00394 дюйма) Со стороны выпускного коллектора 0,10 мм (0,00394 дюйма)
Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.Обозначения на рисунке *a С нижний стороны головки блока цилиндров *b Сторона впускного коллектора *c Со стороны выпускного коллектора
 |
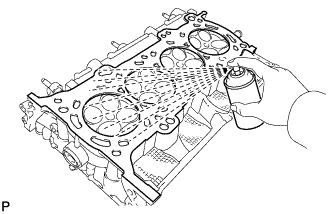
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на отсутствие трещин.
При обнаружении трещин замените головку блока цилиндров.
 |
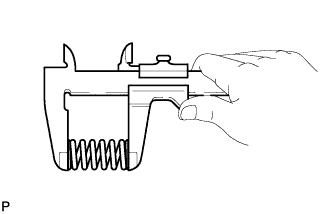
| 2. ПРОВЕРЬТЕ ПРУЖИНУ СЖАТИЯ |
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
- Номинальная длина в свободном состоянии:
- 47,2 - 49,2 мм (1,86 - 1,94 дюйма)
 |
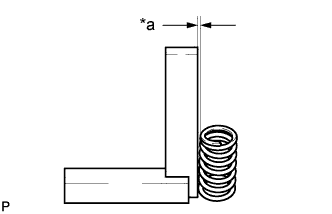
С помощью стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
- Максимально допустимое отклонение:
- 1,0 мм (0,0394 дюйма)
- Максимальный угол:
- 2°
Если отклонение превышает максимально допустимую величину, замените пружину.Обозначения на рисунке *a Отклонение
 |
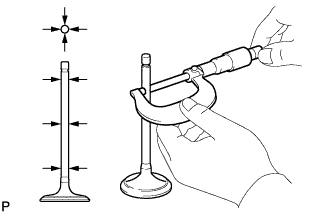
| 3. ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН |
Микрометром измерьте диаметр штока клапана.
- Номинальный диаметр штока клапана:
- 5,470 мм - 5,485 мм (0,21535 - 0,21594 дюйма)
 |
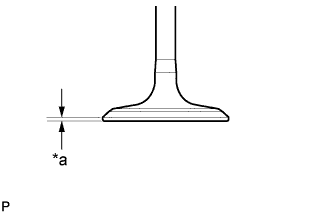
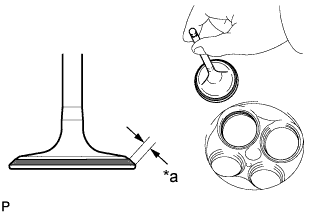
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
- Номинальная толщина кромки:
- 1,0 мм (0,0394 дюйма)
- Минимальное расстояние от рабочей фаски до края тарелки клапана:
- 0,50 мм (0,0197 дюйма)
Если толщина кромки меньше минимально допустимой величины, замените клапан.Обозначения на рисунке *a Предельно допустимая толщина:
 |
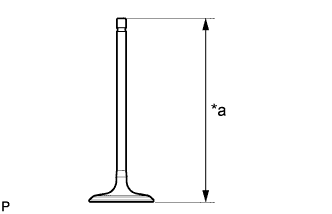
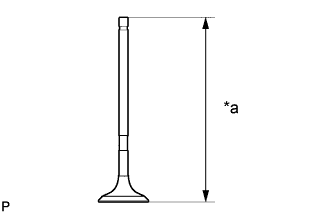
С помощью штангенциркуля измерьте полную длину клапана.
- Номинальная общая длина:
- 103,92 мм (4,09 дюйма)
- Минимально допустимая общая длина:
- 103,42 мм (4,07 дюйма)
Если общая длина меньше минимально допустимой величины, замените впускной клапан.Обозначения на рисунке *a Полная длина
 |
| 4. ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН |
Микрометром измерьте диаметр штока клапана.
- Номинальный диаметр штока клапана:
- 5,465 мм - 5,480 мм (0,21516 - 0,21575 дюйма)
 |
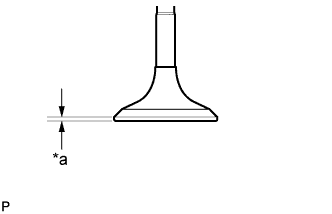
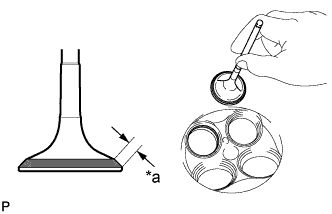
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
- Номинальная толщина кромки:
- 1,0 мм (0,0394 дюйма)
- Минимальная толщина кромки:
- 0,50 мм (0,0197 дюйма)
Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.Обозначения на рисунке *a Предельно допустимая толщина:
 |
С помощью штангенциркуля измерьте полную длину клапана.
- Номинальная общая длина:
- 112,91 мм (4,44 дюйма)
- Минимально допустимая общая длина:
- 112,41 мм (4,43 дюйма)
Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.Обозначения на рисунке *a Полная длина
 |
| 5. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА |
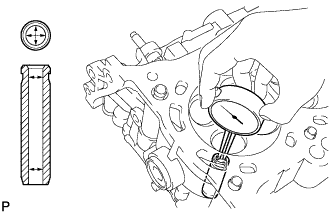
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр направляющей втулки.
- Номинальный внутренний диаметр втулки:
- 5,510 - 5,530 мм (0,2169 - 0,2177 дюйма)
 |
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия На впуске 0,025 - 0,060 мм (0,000984 - 0,00236 дюйма) На выпуске 0,030–0,065 мм (0,00118–0,00256 дюйма)
- Максимальный допустимый масляный зазор:
Параметр / Устройство Заданные условия На впуске 0,08 мм (0,00315 дюйма) На выпуске 0,10 мм (0,00394 дюйма)
| 6. ПРОВЕРЬТЕ СЕДЛО ВПУСКНОГО КЛАПАНА |
Нанесите тонкий слой берлинской лазури на торец клапана.
Слегка вдавите клапан в седло клапана.
Обозначения на рисунке *a Ширина - УКАЗАНИЕ:
- Не вращайте клапан, прижимая его.
 |
Проверьте торец клапана и седло клапана.
Убедитесь в том, что седло клапана и торец клапана вступают в контакт в средней части соответствующих поверхностей, а ширина зоны контакта составляет 1,1-1,5 мм (0,0433-0,0591 дюйма).
В противном случае необходимо расточить поверхность седла клапана.Убедитесь в том, что поверхности контакта седла клапана с торцем клапана равномерно распределены по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
| 7. ПРОВЕРЬТЕ СЕДЛО ВЫПУСКНОГО КЛАПАНА |
Нанесите тонкий слой берлинской лазури на торец клапана.
Слегка вдавите клапан в седло клапана.
Обозначения на рисунке *a Ширина - УКАЗАНИЕ:
- Не вращайте клапан, прижимая его.
 |
Проверьте торец клапана и седло клапана.
Убедитесь в том, что седло клапана и торец клапана вступают в контакт в средней части соответствующих поверхностей, а ширина зоны контакта составляет 1,1-1,5 мм (0,0433-0,0591 дюйма).
В противном случае необходимо расточить поверхность седла клапана.Убедитесь в том, что поверхности контакта седла клапана с торцем клапана равномерно распределены по всему седлу клапана.
В противном случае необходимо расточить поверхность седла клапана.
| 8. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА |
- ПРИМЕЧАНИЕ:
- Не поворачивайте распредвалы.
Очистите крышки подшипника, корпус распредвала и шейки распредвала.
Установите распредвалы в корпус распредвалов.
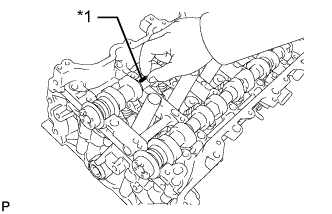
Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
Обозначения на рисунке *1 Сминаемый пластичный калибр Plastigage
 |
Установите крышки подшипников распредвала (Нажмите здесь).
Установите кожух распредвала (Нажмите здесь).
Снимите крышки подшипников распредвала (Нажмите здесь).
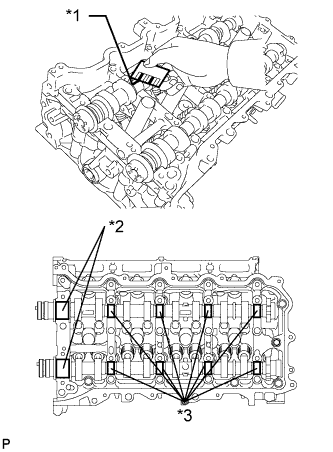
Измерьте сминаемый пластичный калибр в наиболее широком месте.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия Для шейки распредвала впускных клапанов №1 0,035 - 0,072 мм (0,00137 - 0,00283 дюйма) Шейка распредвала выпускных клапанов № 1 0,049 - 0,086 мм (0,00193 - 0,00339 дюйма) Для остальных шеек 0,025–0,062 мм (0,000984–0,00244 дюйма)
- Максимальный допустимый масляный зазор:
Параметр / Устройство Заданные условия Для шейки распредвала впускных клапанов №1 0,085 мм (0,00335 дюйма) Шейка распредвала выпускных клапанов № 1 0,095 мм (0,00374 дюйма) Для остальных шеек 0,085 мм (0,00335 дюйма)
Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените корпус распредвала.Обозначения на рисунке *1 Сминаемый пластичный калибр Plastigage *2 Для шейки № 1 *3 Для остальных шеек
 |
| 9. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА |
Очистите крышки подшипника, корпус распредвала и шейки распредвала.
Установите распредвалы в корпус распредвалов.
Установите крышки подшипников распредвала (Нажмите здесь).
Установите кожух распредвала (Нажмите здесь).
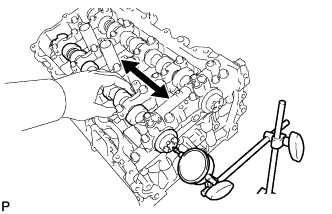
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
- Номинальный осевой зазор:
Параметр / Устройство Заданные условия На впуске 0,060 - 0,155 мм (0,00236 - 0,00610 дюйма) На выпуске 0,060 - 0,155 мм (0,00236 - 0,00610 дюйма)
- Максимально допустимый осевой зазор:
Параметр / Устройство Заданные условия На впуске 0,170 мм (0,00669 дюйма) На выпуске 0,170 мм (0,00669 дюйма)
 |