Блок Цилиндров -- Проверка |
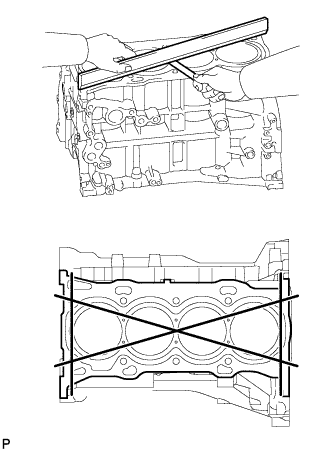
| 1. ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ |
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладкой головки блока цилиндров.
- Максимально допустимая величина коробления:
- 0,05 мм (0,00197 дюйма)
 |
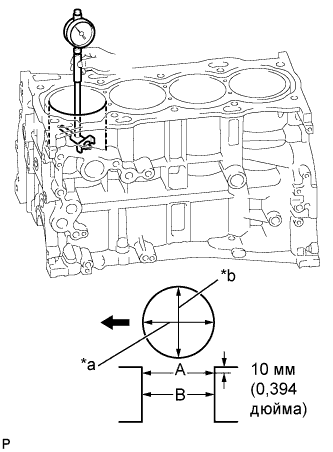
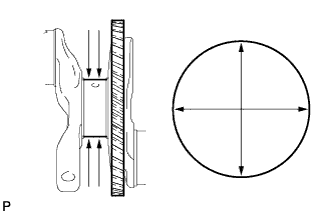
| 2. ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР |
С помощью нутромера измерьте диаметр отверстия под цилиндр в точках А, В и С в осевом и радиальном направлениях.
Обозначения на рисунке *a Осевое направление *b Направление тяги 
Вперед - Номинальный диаметр:
- 90,000 - 90,013 мм (3,543 - 3,544 дюйма)
- Максимальный диаметр:
- 90,13 мм (3,548 дюйма)
 |
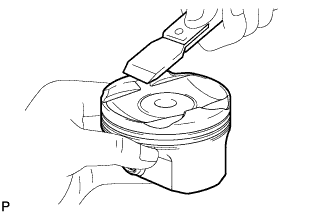
| 3. ПРОВЕРЬТЕ ПОРШЕНЬ |
Скребком для удаления остатков прокладок снимите нагар с верхней части поршня.
 |
С помощью инструмента для очистки канавок или сломанного кольца очистите канавки поршневых колец.
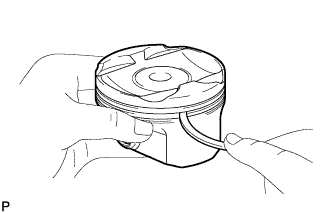 |
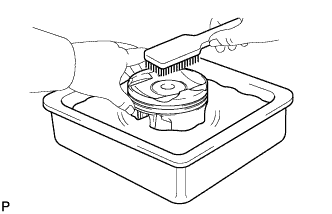
Используя растворитель и щетку, тщательно очистите поршень.
- ПРИМЕЧАНИЕ:
- Не пользуйтесь проволочной щеткой.
 |
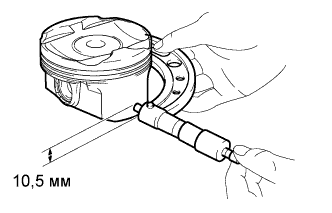
С помощью микрометра измерьте диаметр поршня на расстоянии 10,5 мм (0,413 дюйма) от нижнего края поршня (см. рисунок).
- Номинальный диаметр поршня:
- 89,985 - 89,995 мм (3,5427 - 3,5413 дюйма)
 |
| 4. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ |
Измерьте диаметр отверстия под цилиндр в направлении тяги.
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
- Номинальный масляный зазор:
- 0,010 - 0,033 мм (0,000394 - 0,00130 дюйма)
- Максимальный допустимый масляный зазор:
- 0,10 мм (0,00394 дюйма)
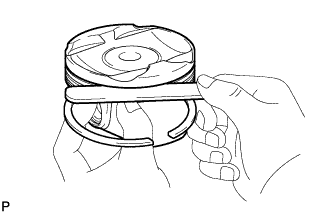
| 5. ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА |
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
- Номинальный зазор канавки поршневого кольца:
Параметр / Устройство Заданные условия Кольцо № 1 0,020-0,070 мм (0,000787-0,00276 дюйма) Кольцо № 2 0,020 - 0,060 мм (0,000787 - 0,00236 дюйма) Маслосъемное кольцо 0,020-0,070 мм (0,000787-0,00276 дюйма)
 |
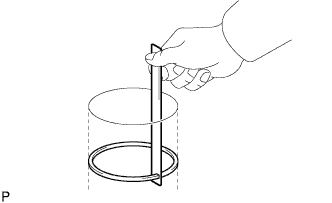
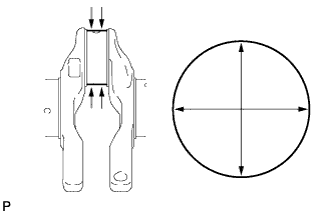
| 6. ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА |
Вставьте поршневое кольцо в цилиндр.
Обозначения на рисунке *1 Поршневое кольцо
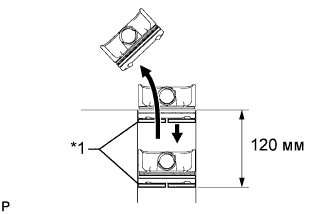 |
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстоянии 120 мм (4,72 дюйма) от верхней части блока цилиндров.
С помощью комплекта плоских щупов измерьте зазор разреза.
- Номинальный зазор разреза:
Параметр / Устройство Номинальное сопротивление Кольцо № 1 0,22 - 0,27 мм (0,00866 - 0,0106 дюйма) Кольцо № 2 0,37 - 0,42 мм (0,0146 - 0,0165 дюйма) Маслосъемное кольцо 0,10 - 0,20 мм (0,00394 - 0,00787 дюйма)
- Максимальный зазор разреза:
Параметр / Устройство Номинальное сопротивление Кольцо № 1 0,87 мм (0,0342 дюйма) Кольцо № 2 1,02 мм (0,0402 дюйма) Маслосъемное кольцо 0,80 мм (0,0315 дюйма)
 |
| 7. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА |
Проверьте все отметки на поршне, поршневом пальце и шатуне.
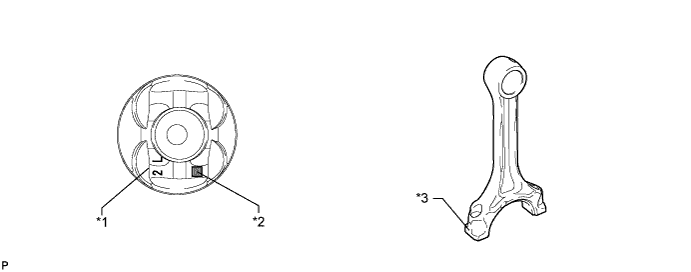
Обозначения на рисунке *1 Метка передней стороны *2 Метка внутреннего диаметра отверстия для поршневого пальца *3 Метка внутреннего диаметра втулки малого конца шатуна - - - УКАЗАНИЕ:
- Передняя метка "2L" выполнена рельефными символами.
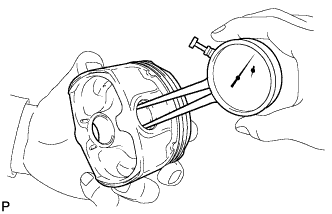
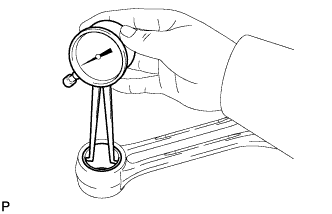
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
- Номинальный внутренний диаметр отверстия под поршневой палец:
Параметр / Устройство Заданные условия Метка A 22,001 - 22,004 мм (0,86618 - 0,86630 дюйма) Метка B 22,005-22,007 мм (0,86634-0,86642 дюйма) Метка C 22,008 - 22,010 мм (0,86645 - 0,86653 дюйма)
 |
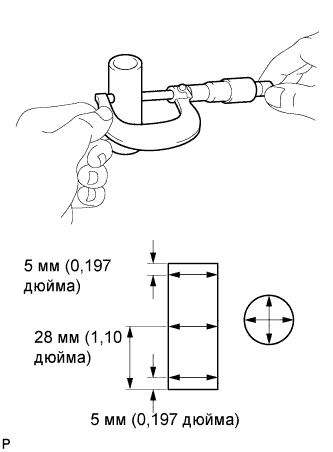
Микрометром измерьте диаметр поршневого пальца.
- Номинальный диаметр поршневого пальца:
Параметр / Устройство Заданные условия Метка A 21,997-22,000 мм (0,86602-0,86614 дюйма) Метка B 22,001 - 22,003 мм (0,86617 - 0,86626 дюйма) Метка C 22,004-22,006 мм (0,86630-0,86638 дюйма)
 |
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки малого конца шатуна.
- Номинальный внутренний диаметр втулки малого конца шатуна:
Параметр / Устройство Заданные условия Метка A 22,005 - 22,008 мм (0,86634 - 0,86645 дюйма) Метка B 22,009 - 22,011 мм (0,86649 - 0,86657 дюйма) Метка C 22,012-22,014 мм (0,86661-0,86669 дюйма)
 |
Вычтите из измеренного внутреннего диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
- Номинальный масляный зазор:
- 0,001 - 0,007 мм (0,0000394 - 0,000276 дюйма)
- Максимально допустимый масляный зазор:
- 0,013 мм (0,000512 дюйма)
Вычтите измеренное значение диаметра поршневого пальца из измеренного значения внутреннего диаметра втулки малого конца шатуна.
- Номинальный масляный зазор:
- 0,005 - 0,011 мм (0,000197 - 0,000433 дюйма)
- Максимально допустимый масляный зазор:
- 0,017 мм (0,000669 дюйма)
| 8. ПРОВЕРЬТЕ ШАТУН В СБОРЕ |
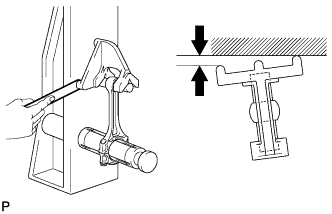
С помощью устройства для проверки кривизны шатуна и комплекта плоских щупов проверьте кривизну шатун.
Проверьте наличие изгибов.
- Максимально допустимый изгиб:
- 0,05 мм (0,00197 дюйма) на 100 мм (3,94 дюйма)
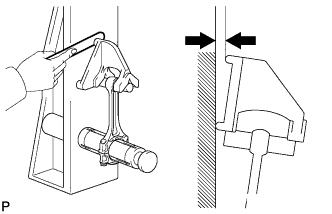
Убедитесь в отсутствии скручивания.
- Максимально допустимое скручивание:
- 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма)
 |
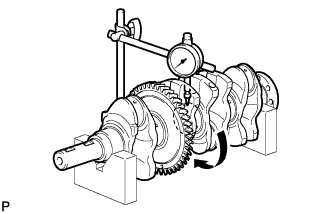
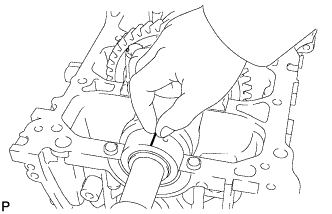
| 9. ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ |
Проверьте радиальное биение.
С помощью индикатора часового типа и клиновых блоков измерьте биение, как показано на рисунке.
- Максимальное радиальное биение:
- 0,003 мм (0,000118 дюйма)
 |
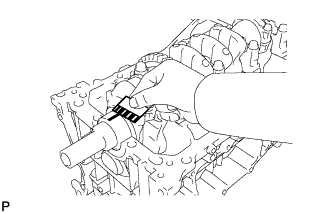
Проверьте коренные шейки.
С помощью микрометра измерьте диаметр каждой коренной шейки.
- Номинальный диаметр коренной шейки:
- 54,988 - 55,000 мм (2,1649 - 2,1654 дюйма)
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,003 мм (0,000118 дюйма)
 |
Проверьте штифт коленчатого вала.
С помощью микрометра измерьте диаметр каждой шатунной шейки.
- Номинальный диаметр шатунной шейки:
- 51,492 - 51,500 мм (2,027 - 2,028 дюйма)
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,003 мм (0,000118 дюйма)
 |
| 10. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
Установите подшипники коленчатого вала (Нажмите здесь).
Установите упорные шайбы коленчатого вала (Нажмите здесь).
Очистите все коренные шейки и подшипники коленчатого вала.
 |
Установите коленчатый вал в блок цилиндров.
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
Установите крышки подшипников коленчатого вала (Нажмите здесь).
- ПРИМЕЧАНИЕ:
- Не проворачивайте коленчатый вал.
Снимите крышки подшипников коленчатого вала (Нажмите здесь).
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
- Номинальный масляный зазор:
- 0,016 - 0,039 мм (0,000630 - 0,00154 дюйма)
- Максимальный допустимый масляный зазор:
- 0,05 мм (0,00197 дюйма)
- ПРИМЕЧАНИЕ:
- Полностью удалите сминаемый пластичный калибр Plastigage после выполнения измерений.
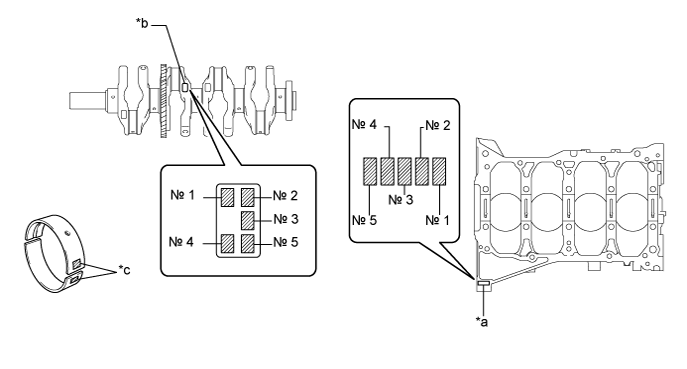
- УКАЗАНИЕ:
- В случае замены подшипника новый подшипник должен иметь такой же номер, что был у прежнего. Если номер подшипника определить не удается, вычислите надлежащий номер, сложив номера, указанные на блоке цилиндров и коленчатом валу. Затем выберите подшипник с номером, равным рассчитанному значению. Существует 4 стандартных типоразмера подшипников, имеющих маркировку, соответственно, "1", "2", "3" и "4".
Обозначения на рисунке *a Метка с номером блока цилиндров (А) *b Метка с номером коленчатого вала (В) *c Метки диаметра - - - ПРИМЕР
Блок цилиндров (A) "3" + коленчатый вал (B) "4" = итого "7"
Выберите подшипник с номером "3".- Таблица подшипников:
(A) + (B) Возьмите подшипник 0 - 2 1 3 - 5 2 6 - 8 3 9 - 11 4
- Номинальный внутренний диаметр шейки блока цилиндров (A):
Параметр / Устройство Заданные условия Метка 0 59,000-59,002 мм (2,32283-2,32291 дюйма) Метка 1 59,003-59,004 мм (2,32295-2,32299 дюйма) Метка 2 59,005-59,006 мм (2,32303-2,32307 дюйма) Метка 3 59,007-59,009 мм (2,32311-2,32318 дюйма) Метка 4 59,010-59,011 мм (2,32322-2,32326 дюйма) Метка 5 59,012-59,013 мм (2,32330-2,32334 дюйма) Метка 6 59,014 - 59,016 мм (2,32338 - 2,32346 дюйма)
- Номинальный диаметр коренной шейки коленчатого вала (B):
Параметр / Устройство Заданные условия Метка 0 54,999-55,000 мм (2,16531-2,16535 дюйма) Метка 1 54,997-54,998 мм (2,16523-2,16527 дюйма) Метка 2 54,995-54,996 мм (2,16515-2,16519 дюйма) Метка 3 54,993-54,994 мм (2,16507-2,16511 дюйма) Метка 4 54,991-54,992 мм (2,16500-2,16504 дюйма) Метка 5 54,988 - 54,990 мм (2,16488 - 2,16496 дюйма)
- Номинальная толщина центральной стенки подшипника:
Параметр / Устройство Заданные условия Метка 1 1,991 - 1,994 мм (0,07839 - 0,07850 дюйма) Метка 2 1,995 - 1,997 мм (0,07854 - 0,07862 дюйма) Метка 3 1,998-2,000 мм (0,07866-0,07874 дюйма) Метка 4 2,001 - 2,003 мм (0,07878 - 0,07886 дюйма)
 |
Выполните описанную выше проверку для каждой шейки.
| 11. ПРОВЕРЬТЕ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА |
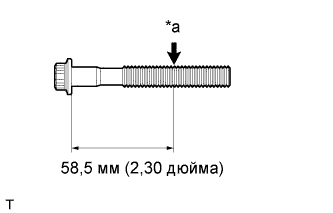
С помощью штангенциркуля измерьте диаметр резьбы в точке, указанной на рисунке.
Обозначения на рисунке *a Точка измерения - Номинальный диаметр:
- 9,77 - 9,96 мм (0,385 - 0,392 дюйма)
- Минимально допустимый диаметр:
- 9,1 мм (0,358 дюйма)
- УКАЗАНИЕ:
- Если диаметр меньше минимально допустимого, замените болт крышки подшипника коленчатого вала. Несоблюдение данного указания может привести к повреждению двигателя.
- В случае повреждения резьбы замените болт крышки подшипника коленчатого вала новым.
 |
| 12. ПРОВЕРЬТЕ БОЛТ ШАТУНА |
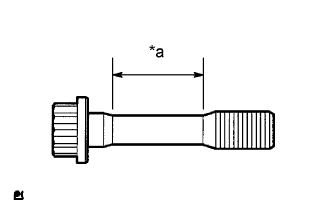
Штангенциркулем измерьте диаметр болта на участке, показанном на рисунке.
Обозначения на рисунке *a Участок измерения - Номинальный диаметр:
- 8,5-8,6 мм (0,335-0,339 дюйма)
- Минимально допустимый диаметр:
- 8,3 мм (0,327 дюйма)
- УКАЗАНИЕ:
- Диаметр следует измерить в нескольких точках.
- Если диаметр меньше минимально допустимого, замените болт шатуна. Несоблюдение данного указания может привести к повреждению двигателя.
- В случае повреждения резьбы замените болт шатуна.
 |
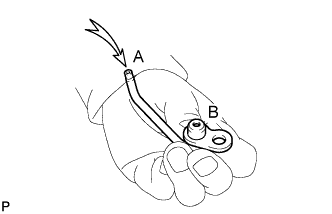
| 13. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ |
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если он залип, замените масляную форсунку № 1.
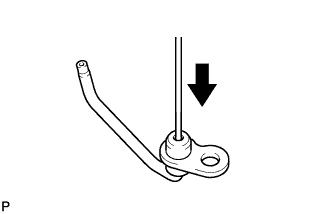 |
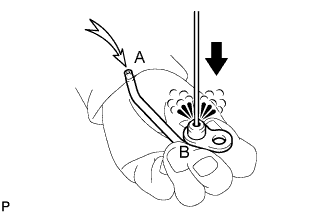
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если он двигается не плавно, очистите или замените масляную форсунку № 1.
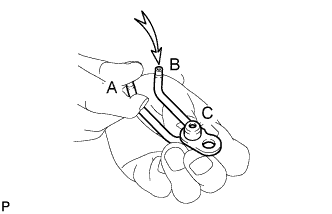
Подайте воздух в патрубок A. Убедитесь в отсутствии утечки воздуха через патрубок B.
Если наблюдается утечка воздуха, очистите или замените масляную форсунку № 1.
 |
Нажмите на обратный клапан, одновременно подавая воздух в патрубок А. Убедитесь, что воздух проходит через патрубок В.
Если воздух не выходит через патрубок В, очистите или замените масляную форсунку № 1.
 |
| 14. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 2 В СБОРЕ |
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если он залип, замените масляную форсунку № 2.
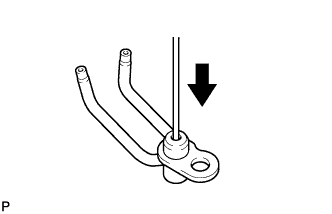 |
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если он двигается не плавно, очистите или замените масляную форсунку № 2.
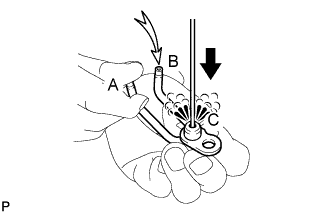
Закрыв отверстие A, подайте сжатый воздух в отверстие B. Убедитесь, что воздух не выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B и подав воздух в отверстие A.
Если наблюдается утечка воздуха, очистите или замените масляную форсунку № 2.
 |
Закрыв отверстие A, нажмите обратный клапан и подайте сжатый воздух в отверстие B. Убедитесь, что воздух выходит через отверстие C. Выполните проверку еще раз, закрыв отверстие B, нажав обратный клапан и подав воздух в отверстие A.
Если воздух не выходит через канал C, очистите или замените масляную форсунку № 2.
 |