Головка блока цилиндров проверка. Camry ASV50
ПРОВЕРЬТЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ НА КОРОБЛЕНИЕ
УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ
ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА
ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ
ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН
ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА
ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА
ПРОВЕРЬТЕ ТОЛКАТЕЛЬ КЛАПАНА
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ
Головка Блока Цилиндров -- Проверка |
| 1. ПРОВЕРЬТЕ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ НА КОРОБЛЕНИЕ |
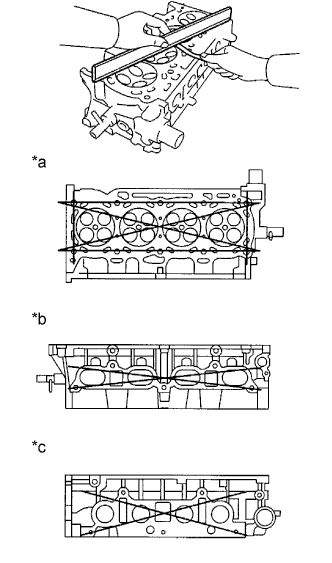
С помощью прецизионной поверочной линейки и комплекта плоских щупов проверьте коробление поверхности контакта с блоком цилиндров и коллекторами.
- Максимальное коробление:
Параметр / Устройство
| Заданные условия
|
Со стороны блока цилиндров
| 0,08 мм (0,00315 дюйма)
|
Со стороны впускного коллектора
| 0,08 мм (0,00315 дюйма)
|
Со стороны выпускного коллектора
| 0,08 мм (0,00315 дюйма)
|
Если коробление превышает максимально допустимую величину, замените головку блока цилиндров.
Обозначения на рисунке*a
| Сторона блока цилиндров
|
*b
| Сторона впускного коллектора
|
*c
| Со стороны выпускного коллектора
|
| 2. УБЕДИТЕСЬ В ОТСУТСТВИИ ТРЕЩИН НА ГОЛОВКЕ БЛОКА ЦИЛИНДРОВ |
Методом цветной дефектоскопии проверьте впускные каналы, выпускные каналы и поверхность блока цилиндров на наличие трещин.
При обнаружении трещин замените головку блока цилиндров.
| 3. ПРОВЕРЬТЕ ОСЕВОЙ ЗАЗОР РАСПРЕДВАЛА |
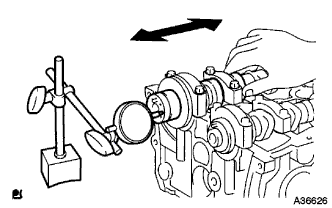
Установите распредвалы (Нажмите здесь).
Смещая распредвал вперед и назад, индикатором часового типа измерьте осевой зазор.
- Номинальный осевой зазор:
Параметр / Устройство
| Заданные условия
|
На впуске
| 0,040-0,095 мм (0,00157-0,00374 дюйма)
|
На выпуске
| 0,080 - 0,135 мм (0,00315 - 0,00532 дюйма)
|
- Максимально допустимый осевой зазор:
Параметр / Устройство
| Заданные условия
|
На впуске
| 0,110 мм (0,00433 дюйма)
|
На выпуске
| 0,150 мм (0,00591 дюйма)
|
Если осевой зазор превышает максимально допустимую величину, замените головку блока цилиндров. Если упорная поверхность повреждена, замените распредвал.
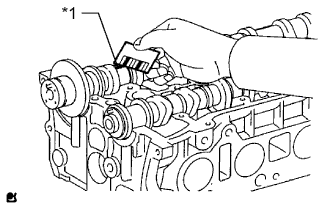
| 4. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР РАСПРЕДВАЛА |
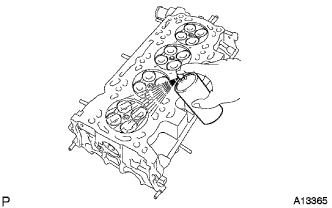
Очистите крышки подшипника и шейки распредвала.
Установите распредвалы в головку блока цилиндров.
Поместите проволочки для измерения зазоров в осевом направлении на все шейки распределительного вала.
Обозначения на рисунке*1
| Сминаемый пластичный калибр Plastigage
|
Установите крышки подшипников (Нажмите здесь).
- ПРИМЕЧАНИЕ:
- Не поворачивайте распредвал.
Снимите крышки подшипников (Нажмите здесь).
|
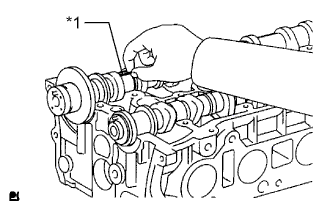
Измерьте ширину сминаемого пластичного калибра Plastigage в самой широкой точке.
- Номинальный масляный зазор:
Параметр / Устройство
| Номинальное сопротивление
|
Шейка распредвала впускных клапанов № 1
| 0,007-0,038 мм (0,000276-0,00150 дюйма)
|
Шейка распредвала выпускных клапанов № 1
| 0,040 - 0,079 мм (0,00157 - 0,00311 дюйма)
|
Для остальных шеек
| 0,025 - 0,062 мм (0,000984 - 0,00244 дюйма)
|
- Максимальный допустимый масляный зазор:
Параметр / Устройство
| Номинальное сопротивление
|
Для шейки распредвала впускных клапанов №1
| 0,070 мм (0,00276 дюйма)
|
Остальные шейки
| 0,100 мм (0,00394 дюйма)
|
- ПРИМЕЧАНИЕ:
- Полностью удалите сминаемый пластичный калибр (Plastigage) по окончании проверки.
- Если масляный зазор превышает максимально допустимую величину, замените распредвал. При необходимости замените головку блока цилиндров.
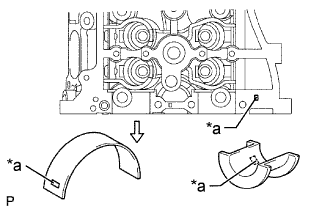
- Если масляный зазор на шейке № 1 распредвала превышает максимально допустимую величину, выберите и установите новый подшипник.
Обозначения на рисунке*1
| Сминаемый пластичный калибр Plastigage
|
Проверьте метку с номером, показанную на рисунке.
- Диаметр отверстия под шейку в головке блока цилиндров:
Метка 1
| Метка 2
| Метка 3
|
40,000 - 40,009 мм (1,5748 - 1,5752 дюйма)
| 40,010 - 40,017 мм (1,5752 - 1,5755 дюйма)
| 40,018 - 40,025 мм (1,5755 - 1,5758 дюйма)
|
- Номинальная толщина центральной стенки подшипника:
Метка 1
| Метка 2
| Метка 3
|
2,000 - 2,004 мм (0,0787 - 0,0789 дюйма)
| 2,005 - 2,008 мм (0,0789 - 0,0791 дюйма)
| 2,009 - 2,012 мм (0,0791 - 0,0792 дюйма)
|
- Диаметр шейки распредвала:
- 35,971 - 35,985 мм (1,4162 - 1,4167 дюйма)
Обозначения на рисунке*a
| Метка с номером
|
| 5. ПРОВЕРЬТЕ ВНУТРЕННЮЮ ПРУЖИНУ СЖАТИЯ |
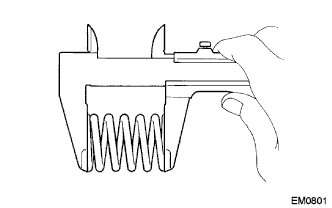
Штангенциркулем измерьте общую длину внутренней компрессионной пружины в свободном состоянии.
- Длина в свободном состоянии:
- 47,43 мм (1,867 дюйма)
Если длина в свободном состоянии не соответствует номинальной, внутреннюю пружину сжатия следует заменить.
С помощью установочного стального уголка измерьте отклонение от перпендикулярности внутренней пружины сжатия.
- Максимально допустимое отклонение:
- 1,6 мм (0,0630 дюйма)
Если отклонение превышает максимально допустимую величину, замените внутреннюю пружину сжатия.
Обозначения на рисунке*a
| Отклонение
|
| 6. ПРОВЕРЬТЕ ВПУСКНОЙ КЛАПАН |
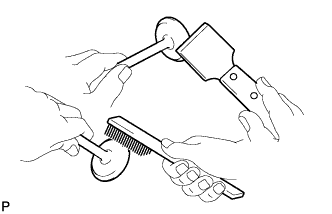
Скребком для удаления остатков прокладок удалите нагар с головки клапана.
Тщательно очистите впускной клапан металлической щеткой.
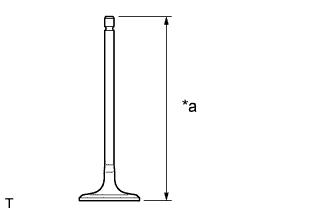
С помощью штангенциркуля измерьте полную длину впускного клапана.
- Номинальная общая длина:
- 101,71 мм (4,0043 дюйма)
- Минимально допустимая общая длина:
- 101,21 мм (3,9846 дюйма)
Если общая длина меньше минимально допустимой величины, замените впускной клапан.
Обозначения на рисунке*a
| Полная длина
|
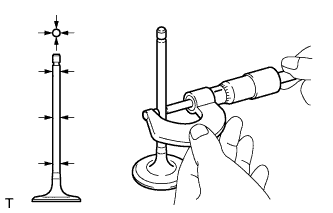
Микрометром измерьте диаметр штока клапана.
- Номинальный диаметр штока клапана:
- 5,470 – 5,485 мм (0,2154 – 0,2159 дюйма)
Если диаметр штока клапана не соответствует требованиям, проверьте масляный зазор.
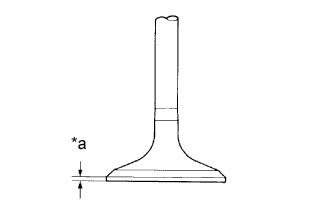
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
- Номинальная толщина кромки:
- 1,05 - 1,45 мм (0,0413 - 0,0571 дюйма)
- Минимальная толщина кромки:
- 0,50 мм (0,0197 дюйма)
Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените впускной клапан.
Обозначения на рисунке*a
| Предельно допустимая толщина:
|
| 7. ПРОВЕРЬТЕ ВЫПУСКНОЙ КЛАПАН |
Скребком для удаления остатков прокладок удалите нагар с головки клапана.
Тщательно очистите выпускной клапан металлической щеткой.
С помощью штангенциркуля измерьте полную длину выпускного клапана.
- Номинальная общая длина:
- 101,15 мм (3,9823 дюйма)
- Минимально допустимая общая длина:
- 100,70 мм (3,9646 дюйма)
Если общая длина клапана меньше минимально допустимой величины, замените выпускной клапан.
Обозначения на рисунке*a
| Полная длина
|
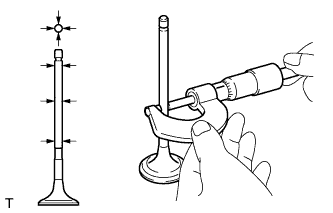
Микрометром измерьте диаметр штока клапана.
- Номинальный диаметр штока клапана:
- 5,465 – 5,480 мм (0,2152 – 0,2157 дюйма)
Если диаметр штока клапана не соответствует требованиям, проверьте масляный зазор.
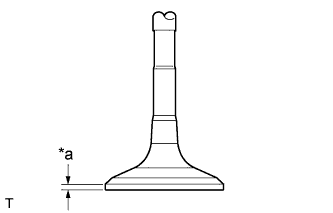
Штангенциркулем измерьте расстояние от рабочей фаски до края тарелки клапана.
- Номинальная толщина кромки:
- 1,20 - 1,60 мм (0,0472 - 0,0630 дюйма)
- Минимальная толщина кромки:
- 0,50 мм (0,0197 дюйма)
Если расстояние от рабочей фаски до края тарелки клапана меньше минимально допустимой величины, замените выпускной клапан.
Обозначения на рисунке*a
| Предельно допустимая толщина:
|
| 8. ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВПУСКНОГО КЛАПАНА |
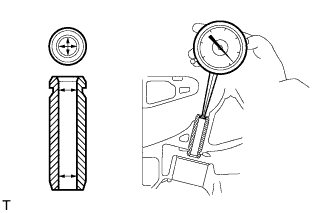
Нутромером измерьте внутренний диаметр направляющей втулки впускного клапана.
- Номинальный внутренний диаметр втулки:
- 5,510 - 5,530 мм (0,2169 - 0,2177 дюйма)
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки впускного клапана.
- Номинальный масляный зазор:
- 0,025–0,060 мм (0,000984–0,00236 дюйма)
- Максимальный допустимый масляный зазор:
- 0,080 мм (0,00315 дюйма)
Если зазор превышает максимально допустимую величину, замените впускной клапан и направляющую втулку впускного клапана.
| 9. ПРОВЕРЬТЕ НАПРАВЛЯЮЩУЮ ВТУЛКУ ВЫПУСКНОГО КЛАПАНА |
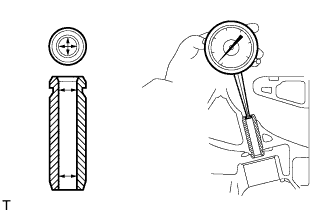
Нутромером измерьте внутренний диаметр направляющей втулки выпускного клапана.
- Номинальный внутренний диаметр втулки:
- 5,510 - 5,530 мм (0,2169 - 0,2177 дюйма)
Вычтите измеренное значение диаметра штока клапана из измеренного значения внутреннего диаметра направляющей втулки.
- Номинальный масляный зазор:
- 0,030–0,065 мм (0,00118–0,00256 дюйма)
- Максимальный допустимый масляный зазор:
- 0,10 мм (0,00394 дюйма)
Если зазор превышает максимально допустимую величину, замените выпускной клапан и направляющую втулку выпускного клапана.
| 10. ПРОВЕРЬТЕ ТОЛКАТЕЛЬ КЛАПАНА |
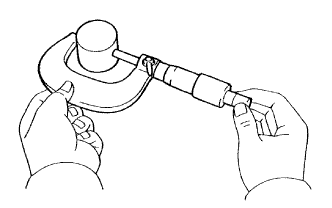
С помощью микрометра измерьте диаметр толкателя.
- Номинальный диаметр толкателя:
- 30,966 - 30,976 мм (1,2191 - 1,2195 дюйма)
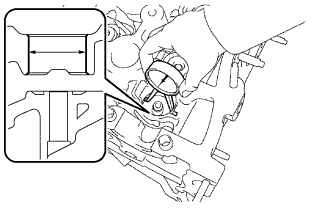
С помощью индикатора часового типа для отверстий измерьте диаметр отверстия под толкатель клапана в головке блока цилиндров.
- Номинальный внутренний диаметр толкателя клапана:
- 31,009 - 31,025 мм (1,2208 - 1,2215 дюйма)
Вычтите результат измерений диаметра толкателя из результата измерений внутреннего диаметра толкателя клапана.
- Номинальный масляный зазор:
- 0,033-0,059 мм (0,00130-0,00232 дюйма)
- Максимально допустимый масляный зазор:
- 0,070 мм (0,00276 дюйма)
Если масляный зазор превышает максимально допустимую величину, замените толкатель клапана. При необходимости замените головку блока цилиндров.
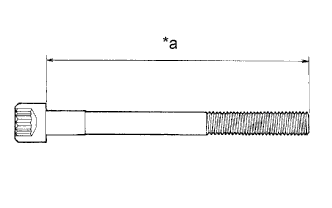
| 11. ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ |
С помощью штангенциркуля измерьте длину установочных болтов головки блока цилиндров от седла до торца.
- Номинальная длина болта:
- 141,3 - 142,7 мм (5,563 - 5,618 дюйма)
- Максимальная длина болта:
- 144,2 мм (5,677 дюйма)
Если длина болта крепления головки блока цилиндров превышает максимально допустимую величину, замените этот болт.
Обозначения на рисунке*a
| Измеренная длина
|