Rear Differential Carrier -- Inspection |
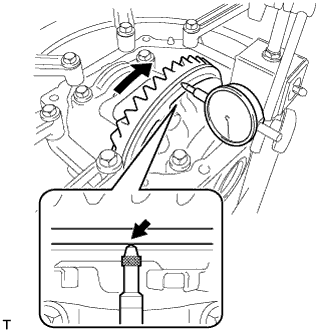
| 1. INSPECT RUNOUT OF DIFFERENTIAL RING GEAR |
Using a dial indicator, measure the runout of the ring gear.
- Maximum runout:
- 0.07 mm (0.0028 in.)
 |
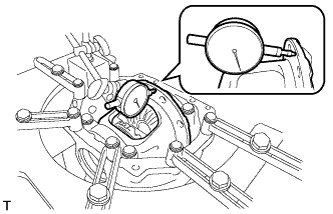
| 2. INSPECT AND ADJUST DIFFERENTIAL RING GEAR BACKLASH |
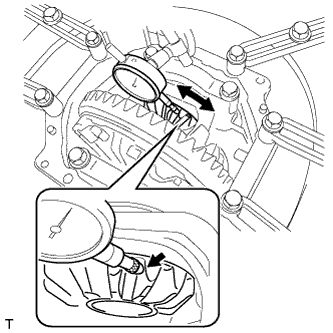
Set the dial indicator perpendicular to the end of the ring gear face.
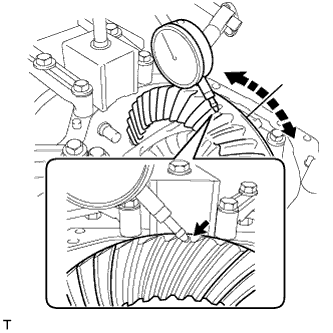 |
While holding the rear drive pinion companion flange, rotate the ring gear and measure the backlash.
- Backlash:
- 0.13 to 0.18 mm (0.0051 to 0.0071 in.)
- HINT:
- Record the measured backlash to use as a reference for selecting a side gear shaft plate washer.
- Inspect tooth contact to use the result as a reference for selecting a side gear shaft plate washer.
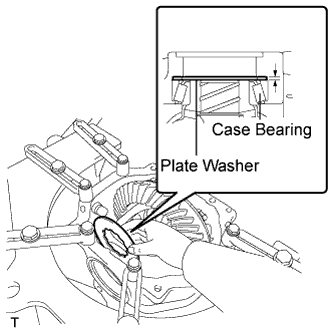
Select a side gear shaft plate washer that will set ring gear backlash within the specified range, and install it to the ring gear back side.
Washer thickness Thickness mm (in.) Thickness mm (in.) Thickness mm (in.) 2.57 to 2.59 (0.1012 to 0.1020) 2.89 to 2.91 (0.1138 to 0.1146) 3.21 to 3.23 (0.1264 to 0.1271) 2.59 to 2.61 (0.1020 to 0.1028) 2.91 to 2.93 (0.1146 to 0.1154) 3.23 to 3.25 (0.1271 to 0.1280) 2.61 to 2.63 (0.1028 to 0.1035) 2.93 to 2.95 (0.1154 to 0.1161) 3.25 to 3.27 (0.1280 to 0.1287) 2.63 to 2.65 (0.1035 to 0.1043) 2.95 to 2.97 (0.1161 to 0.1169) 3.27 to 3.29 (0.1287 to 0.1295) 2.65 to 2.67 (0.1043 to 0.1051) 2.97 to 2.99 (0.1169 to 0.1177) 3.29 to 3.31 (0.1295 to 0.1303) 2.67 to 2.69 (0.1051 to 0.1059) 2.99 to 3.01 (0.1177 to 0.1185) 3.31 to 3.33 (0.1303 to 0.1311) 2.69 to 2.71 (0.1059 to 0.1067) 3.01 to 3.03 (0.1185 to 0.1193) 3.33 to 3.35 (0.1311 to 0.1319) 2.71 to 2.73 (0.1067 to 0.1075) 3.03 to 3.05 (0.1193 to 0.1201) 3.35 to 3.37 (0.1319 to 0.1327) 2.73 to 2.75 (0.1075 to 0.1083) 3.05 to 3.07 (0.1201 to 0.1209) 3.37 to 3.39 (0.1327 to 0.1335) 2.75 to 2.77 (0.1083 to 0.1091) 3.07 to 3.09 (0.1209 to 0.1217) 3.39 to 3.41 (0.1335 to 0.1343) 2.77 to 2.79 (0.1091 to 0.1098) 3.09 to 3.11 (0.1217 to 0.1224) 3.41 to 3.43 (0.1343 to 0.1350) 2.79 to 2.81 (0.1098 to 0.1106) 3.11 to 3.13 (0.1224 to 0.1232) 3.43 to 3.45 (0.1350 to 0.1358) 2.81 to 2.83 (0.1106 to 0.1114) 3.13 to 3.15 (0.1232 to 0.1240) 3.45 to 3.47 (0.1358 to 0.1366) 2.83 to 2.85 (0.1114 to 0.1122) 3.15 to 3.17 (0.1240 to 0.1248) 3.47 to 3.49 (0.1366 to 0.1374) 2.85 to 2.87 (0.1122 to 0.1130) 3.17 to 3.19 (0.1248 to 0.1256) - 2.87 to 2.89 (0.1130 to 0.1138) 3.19 to 3.21 (0.1256 to 0.1264) -
 |
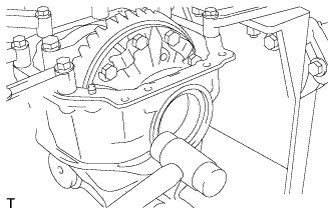
Make the differential case bearing and side gear shaft plate washer snug by tapping on the ring gear with a plastic hammer.
 |
Set the dial indicator perpendicular to the end of the ring gear face.
|
While holding the rear drive pinion companion flange rear, rotate the ring gear and measure the backlash.
- Backlash:
- 0.13 to 0.18 mm (0.0051 to 0.0071 in.)
If the backlash is not within the specified range, select a side gear shaft plate washer that will set the ring gear backlash within the specified range and install it into the ring gear back side.
|
Select a thicker side gear shaft plate washer so that the clearance between the case bearing outer race end on the ring gear teeth side and the carrier becomes zero or close to zero.
 |
Make the differential case bearing and side gear shaft plate washer snug by tapping on the ring gear with a plastic hammer.
|
Set the dial indicator perpendicular to the end of the ring gear face.
|
While holding the rear drive pinion companion flange, rotate the ring gear and measure the backlash.
- Backlash:
- 0.13 to 0.18 mm (0.0051 to 0.0071 in.)
| 3. INSPECT DIFFERENTIAL SIDE GEAR BACKLASH |
Place a dial indicator on the tip of the pinion gear tooth at a right angle. Hold the side gear in the differential case and check that the backlash is 0 mm (0 in.).
If not, replace the rear differential case sub-assembly with a new one.
 |
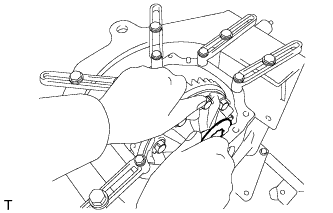
| 4. INSPECT DIFFERENTIAL SIDE GEAR BACKLASH |
Hold the differential case in a vise between aluminum plates.
- NOTICE:
- Do not overtighten the vise.
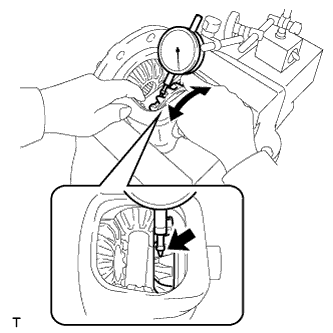 |
Place a dial indicator on the tip of the pinion gear tooth at a right angle. Hold the side gear in the differential case and check that the backlash is 0 mm (0 in.).
If not, replace the rear differential case sub-assembly with a new one.
| 5. INSPECT RUNOUT OF REAR DRIVE PINION COMPANION FLANGE |
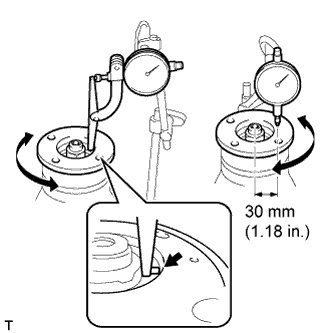
Using a dial indicator, measure the runout of the companion flange vertically and horizontally.
- Maximum runout:
- 0.09 mm (0.0035 in.)
 |
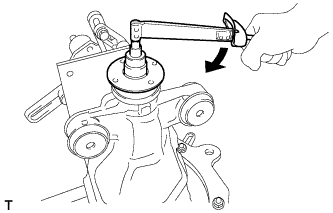
| 6. INSPECT DRIVE PINION PRELOAD |
Using a torque wrench, measure the preload of the drive pinion.
- Preload (at starting):
Specifications Drive pinion preload New bearing 1.49 to 2.59 N*m (15.2 to 26.4 kgf*cm, 13.2 to 22.9 in.*lbf) Reused bearing 1.11 to 1.91 N*m (11.3 to 19.5 kgf*cm, 9.8 to 16.9 in.*lbf)
 |
| 7. INSPECT TOTAL PRELOAD |
Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
- Preload (at starting):
Specifications New drive pinion tapered roller bearing Reused drive pinion tapered roller bearing New differential case bearing 2.57 to 4.26 N*m (26.2 to 43.4 kgf*cm, 22.7 to 37.7 in.*lbf) 2.19 to 3.58 N*m (22.3 to 36.5 kgf*cm, 19.4 to 31.7 in.*lbf) Reused differential case bearing 1.98 to 3.37 N*m (20.2 to 34.4 kgf*cm, 17.5 to 29.8 in.*lbf) 1.60 to 2.69 N*m (16.3 to 27.4 kgf*cm, 14.2 to 23.8 in.*lbf)
|
| 8. INSPECT RUNOUT OF DIFFERENTIAL CASE ASSEMBLY |
- HINT:
- Perform this procedure only when the runout of the differential ring gear exceeds the specified maximum value.
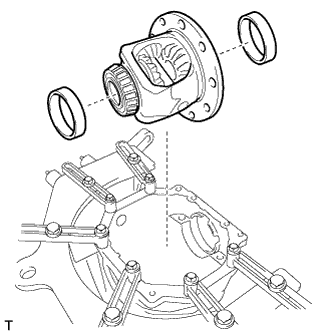
Install the case bearing outer races LH and RH to the case bearing inner races LH and RH respectively.
- NOTICE:
- Be sure to install the bearing outer races in each correct position.
- Do not damage the differential case bearing or ring gear.
 |
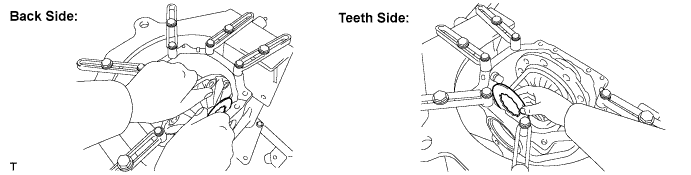
Install the differential case to the differential carrier.
Install the right and left (back side and teeth side) side gear shaft plate washers so that there is no looseness on the case bearings.
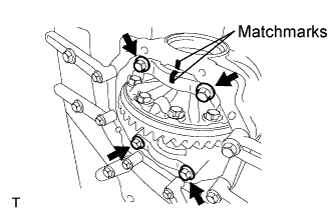
Align the matchmarks on the bearing cap and differential carrier, and install the 2 bearing caps.
- NOTICE:
- Make sure that the right and left bearing caps are not interchanged.
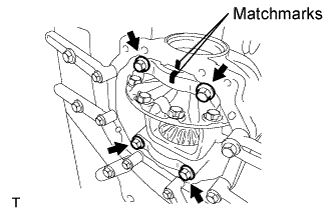 |
Tighten both bearing caps with the 4 bolts.
- Torque:
- 85 N*m{870 kgf*cm, 63 ft.*lbf}
Using a dial indicator, measure the differential case runout.
- Maximum case runout:
- 0.07 mm (0.0028 in.)
 |
Remove the 4 bolts and 2 bearing caps.
- NOTICE:
- Do not swap bearing caps, as each cap is only suitable for its original location and installation direction on the carrier it was manufactured on.
Remove the right and left bearing caps, 2 side gear shaft plate washers and differential case.
- NOTICE:
- Do not damage the differential case bearing or ring gear.
| 9. INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION |
Coat 3 or 4 teeth at 3 different positions on the ring gear with red lead primer.
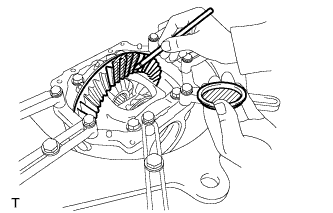 |
Rotate the ring gear in both directions.
Inspect the tooth contact pattern.
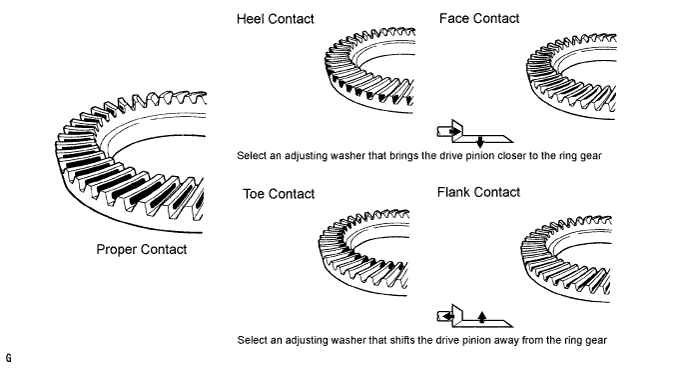
If the teeth are not contacting properly, use the following table to select a proper washer for correction.
- NOTICE:
- If the contact pattern is face contact or flank contact, tooth contact may be adjustable while keeping the backlash within the specified range.
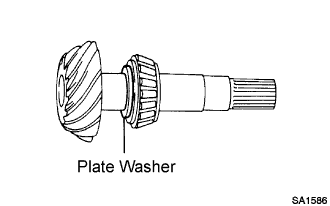
- If the thickness of the drive pinion washer has been changed, adjust the backlash and measure the total preload.
Washer thickness: Thickness mm (in.) Thickness mm (in.) Thickness mm (in.) 1.69 to 1.71 (0.0665 to 0.0673) 1.93 to 1.95 (0.0760 to 0.0768) 2.17 to 2.19 (0.0854 to 0.0862) 1.72 to 1.74 (0.0677 to 0.0685) 1.96 to 1.98 (0.0772 to 0.0780) 2.20 to 2.22 (0.0866 to 0.0874) 1.75 to 1.77 (0.0688 to 0.0697) 1.99 to 2.01 (0.0783 to 0.0791) 2.23 to 2.25 (0.0878 to 0.0886) 1.78 to 1.80 (0.0701 to 0.0709) 2.02 to 2.04 (0.0795 to 0.0803) 2.26 to 2.28 (0.0890 to 0.0898) 1.81 to 1.83 (0.0713 to 0.0720) 2.05 to 2.07 (0.0807 to 0.0815) 2.29 to 2.31 (0.0902 to 0.0909) 1.84 to 1.86 (0.0724 to 0.0732) 2.08 to 2.10 (0.0819 to 0.0827) 2.32 to 2.34 (0.0913 to 0.0921) 1.87 to 1.89 (0.0736 to 0.0744) 2.11 to 2.13 (0.0831 to 0.0839) - 1.90 to 1.92 (0.0748 to 0.0756) 2.14 to 2.16 (0.0843 to 0.0850) -
 |
| 10. INSPECT RUNOUT OF DIFFERENTIAL RING GEAR |
Install the case bearing outer races LH and RH to the case bearing inner races LH and RH respectively.
- NOTICE:
- Be sure to install the bearing outer races in each correct position.
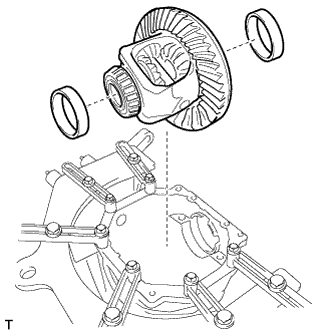 |
Install the differential case to the differential carrier.
Install the right and left (back side and teeth side) side gear shaft plate washers so that there is no looseness on the case bearings.
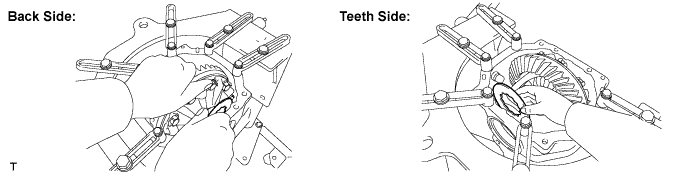
- HINT:
- If the case bearing is new, select a thinner side gear shaft plate washer and install it.
- If the case bearing is reused, install a side gear shaft plate washer with the same thickness as the removed one.
Align the matchmarks on the bearing cap and differential carrier, and install the 2 bearing caps.
- NOTICE:
- Make sure that the right and left bearing caps are not interchanged.
 |
Tighten both bearing caps with the 4 bolts.
- Torque:
- 85 N*m{870 kgf*cm, 63 ft.*lbf}
Using a dial indicator, measure the runout of the ring gear.
- Maximum runout:
- 0.07 mm (0.0028 in.)
|
Remove the 4 bolts and 2 bearing caps.
- NOTICE:
- Do not swap bearing caps, as each cap is only suitable for its original location and installation direction on the carrier it was manufactured on.
|
Remove the 2 side gear shaft plate washers.
Remove the right and left bearing caps, 2 side gear shaft plate washers and differential case.
|