Rear Differential Carrier Assembly Reassembly
ASSEMBLE DIFFERENTIAL CASE
INSTALL DIFFERENTIAL RING GEAR
INSTALL REAR DIFFERENTIAL CASE BEARING
INSPECT DIFFERENTIAL RING GEAR RUNOUT
INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING
INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING
ADJUST DIFFERENTIAL DRIVE PINION PRELOAD
INSTALL DIFFERENTIAL CASE ASSEMBLY
INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT
INSPECT AND ADJUST DIFFERENTIAL RING GEAR AND DIFFERENTIAL DRIVE PINION BACKLASH
INSPECT TOTAL PRELOAD
INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION
REMOVE REAR DRIVE PINION NUT
REMOVE REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY WITH DUST DEFLECTOR
REMOVE REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
REMOVE REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
INSTALL REAR DIFFERENTIAL DRIVE PINION BEARING SPACER
INSTALL DIFFERENTIAL OIL STORAGE RING
INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING
INSTALL REAR DIFFERENTIAL DRIVE PINION OIL SLINGER
INSTALL REAR DIFFERENTIAL CARRIER OIL SEAL
INSTALL REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY WITH DUST DEFLECTOR
INSPECT TOTAL PRELOAD
INSPECT DIFFERENTIAL RING GEAR BACKLASH
INSPECT REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY
STAKE DRIVE PINION NUT
INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT LOCK
Rear Differential Carrier Assembly -- Reassembly |
| 1. ASSEMBLE DIFFERENTIAL CASE |
Install the side gear thrust washer to the side gear.
- HINT:
- Using the table below, select 2 thrust washers which will ensure that the backlash is within the specifications.
- Standard Washer Thickness:
Thickness mm (in.)
| Thickness mm (in.)
|
1.48 to 1.52 (0.0583 to 0.0598)
| 1.73 to 1.77 (0.0682 to 0.0696)
|
1.53 to 1.57 (0.0603 to 0.0618)
| 1.78 to 1.82 (0.0701 to 0.0716)
|
1.58 to 1.62 (0.0622 to 0.0637)
| 1.83 to 1.87 (0.0721 to 0.0736)
|
1.63 to 1.67 (0.0642 to 0.0657)
| 1.88 to 1.92 (0.0741 to 0.0755)
|
1.68 to 1.72 (0.0662 to 0.0677)
| -
|
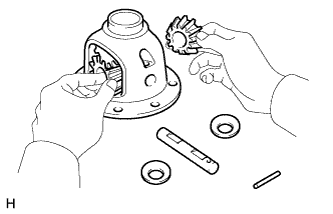
Install the 2 side gears (with thrust washers), 2 pinion gears, 2 pinion gear thrust washers and pinion shaft to the differential case.
- HINT:
- Align the holes of the differential case and pinion shaft.
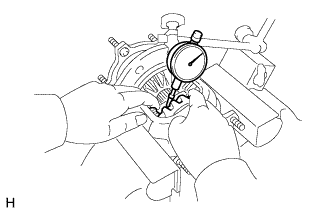
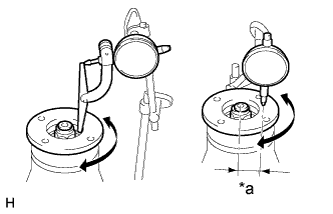
Measure the side gear backlash.
Using a dial indicator, measure the side gear backlash while holding one pinion gear toward the differential case.
- Standard backlash:
- 0.05 to 0.20 mm (0.00197 to 0.00787 in.)
If the backlash is not as specified, install 2 side gear thrust washers with different thicknesses.
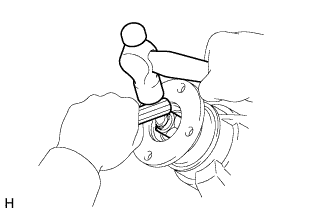
Using a pin punch and hammer, tap in the straight pin through the differential case and hole of the pinion shaft.
Stake the differential case.
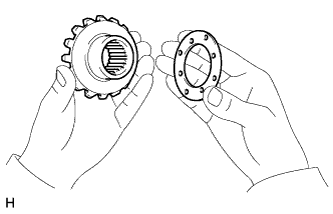
| 2. INSTALL DIFFERENTIAL RING GEAR |
Clean the contact surfaces of the differential case and ring gear.
Heat the ring gear in boiling water that is approximately 100°C (212°F).
Carefully remove the ring gear from the boiling water.
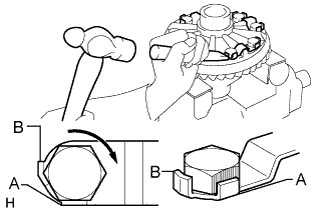
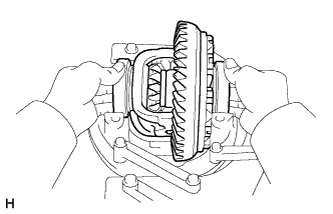
After the moisture on the ring gear has completely evaporated, quickly align the matchmarks on the ring gear and differential case and install the ring gear to the differential case.
Text in Illustration*1
| Matchmark
|
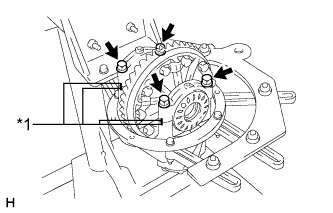
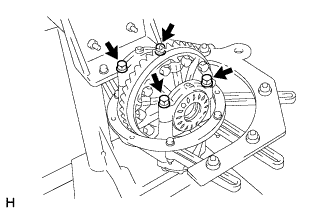
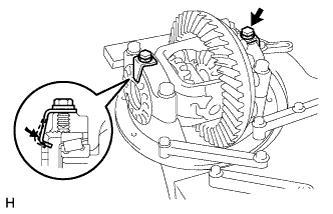
Temporarily install 5 new lock plates and the 10 bolts.
After the ring gear cools down, diametrically tighten the 10 bolts uniformly in several passes.
- Torque:
- 84 N*m{857 kgf*cm, 62 ft.*lbf}
Using a chisel and hammer, stake the 5 lock plates.
- HINT:
- Strike the tab labeled A so that it is flush with the flat surface of the bolt. Strike the tab labeled B so that half of the tab contacts the bolt as shown in the illustration.
| 3. INSTALL REAR DIFFERENTIAL CASE BEARING |
Using SST and a press, press the 2 case bearings (inner) onto the differential case.
- SST
- 09950-60010(09951-00560,09951-00570)
09950-70010(09951-07150)
| 4. INSPECT DIFFERENTIAL RING GEAR RUNOUT |
Install the differential case and 2 case bearings (outer) to the carrier, and install the 2 adjusting nuts so that there is no play in the bearing.
Install the 2 bearing caps with the 4 bolts.
- Torque:
- 85 N*m{870 kgf*cm, 63 ft.*lbf}
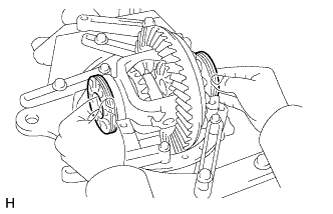
Using a dial indicator, measure the runout of the ring gear.
- Maximum runout:
- 0.07 mm (0.00276 in.)
If the runout exceeds the specified maximum value, remove the ring gear and check the runout of the differential case.
Remove the 4 bolts, 2 bearing caps, 2 adjusting nuts and differential case.
| 5. INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING |
Using SST and a press, press the bearing (outer) into the carrier.
- SST
- 09316-60011(09316-00011,09316-00021)
| 6. INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING |
Using SST and a press, press the bearing (outer) into the carrier.
- SST
- 09316-60011(09316-00011,09316-00041)
| 7. INSTALL REAR DRIVE PINION REAR TAPERED ROLLER BEARING |
Install the plate washer to the drive pinion.
- HINT:
- First, install a washer that has the same thickness as the removed washer. After checking the tooth contact pattern, replace the washer with one of a different thickness if necessary.
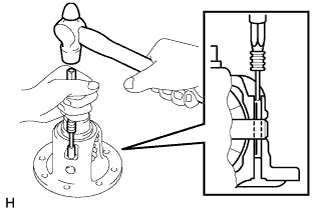
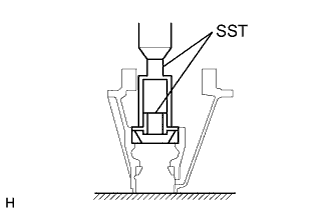
Using SST and a press, press the bearing (inner) onto the drive pinion.
- SST
- 09506-30012
| 8. ADJUST DIFFERENTIAL DRIVE PINION PRELOAD |
Install the drive pinion, bearing (inner) and oil slinger.
- HINT:
- Install the spacer and oil seal after adjusting the gear contact pattern.
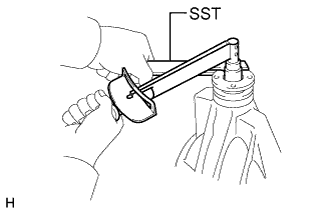
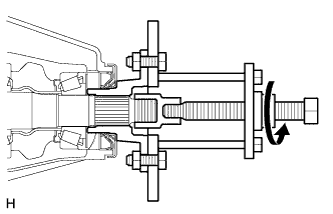
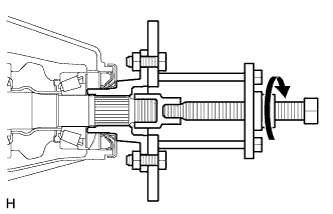
Using SST, install the companion flange.
- SST
- 09950-30012(09951-03010,09953-03010,09954-03010,09955-03030,09956-03040)
Text in Illustration*a
| Turn
|
*b
| Hold
|
- HINT:
- Before using SST (center bolt), apply hypoid gear oil to its threads and tip.
Adjust the drive pinion preload by installing the drive pinion nut.
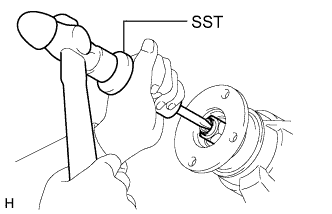
Using SST to hold the companion flange in place, tighten the nut.
- SST
- 09330-00021(09330-00030)
- Torque:
- 370 N*m{3773 kgf*cm, 273 ft.*lbf}or less
- NOTICE:
- As there is no spacer, tighten a little at a time. Be careful not to overtighten the nut.
- Apply hypoid gear oil LSD to drive pinion thread and nut seat face.
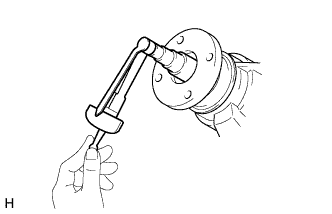
Using a torque wrench, measure the preload.
- Standard Drive Pinion Preload (Starting Torque):
Bearing
| Specified Condition
|
New bearing
| 1.0 to 1.5 N*m (11 to 15 kgf*cm, 9 to 13 in.*lbf)
|
Reused bearing
| 0.5 to 0.7 N*m (6 to 7 kgf*cm, 5 to 6 in.*lbf)
|
- NOTICE:
- For a more accurate measurement, rotate the bearing forward and backward several times before measuring.
- Record the differential drive pinion preload for the total preload measurement.
| 9. INSTALL DIFFERENTIAL CASE ASSEMBLY |
Install the differential case and 2 case bearings (outer) to the differential carrier.
- HINT:
- Make sure the 2 case bearings (outer) are not interchanged.
| 10. INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT |
Install the 2 adjusting nuts to the carrier, making sure the nuts are threaded properly.
| 11. INSPECT AND ADJUST DIFFERENTIAL RING GEAR AND DIFFERENTIAL DRIVE PINION BACKLASH |
Align the matchmarks on the caps and carrier.
Text in Illustration*1
| Matchmark
|
Install the right and left bearing caps with the 4 bolts.
- Torque:
- 85 N*m{870 kgf*cm, 63 ft.*lbf}
- If the bearing cap does not fit tightly on the carrier, the adjusting nuts are not threaded properly.
- HINT:
- Reinstall the adjusting nuts if necessary.
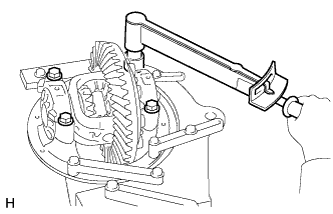
Loosen the 4 bearing cap bolts to the point where the adjusting nuts can be turned by SST.
Text in Illustration*a
| for LH Side
|
*b
| for RH Side
|
Using SST, tighten the adjusting nut on the ring gear side until the ring gear has a backlash of about 0.2 mm (0.00787 in.).
- SST
- 09504-00011
09960-10010(09962-01000,09963-00700)
While turning the ring gear, use SST to tighten the adjusting nut on the drive pinion side. After the bearings have settled, loosen the adjusting nut on the drive pinion side.
- SST
- 09504-00011
09960-10010(09962-01000,09963-00700)
Using SST, tighten the adjusting nut 1 to 1.5 notches from the 0 preload position.
Using a dial indicator, adjust the ring gear backlash until it is within the specification.
- Standard backlash:
- 0.13 to 0.18 mm (0.00512 to 0.00708 in.)
- HINT:
- The backlash is adjusted by turning the left and right adjusting nuts by an equal amount. For example, loosen the nut on the right side one notch and loosen the nut on the left side one notch.
- Perform the measurement at 3 or more positions around the circumference of the ring gear.
Tighten the bearing cap bolts.
- Torque:
- 85 N*m{870 kgf*cm, 63 ft.*lbf}
| 12. INSPECT TOTAL PRELOAD |
Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
- Standard Total Preload:
Bearing
| Specified Condition
|
New
| 0.4 to 0.5 N*m (4 to 6 kgf*cm, 4 to 5 in.*lbf) + drive pinion preload
|
Reused
| 0.4 to 0.5 N*m (4 to 6 kgf*cm, 4 to 5 in.*lbf) + drive pinion preload
|
If the result is not as specified, adjust the preload.
- NOTICE:
- Record the differential ring gear preload.
| 13. INSPECT TOOTH CONTACT BETWEEN RING GEAR AND DRIVE PINION |
Coat 3 or 4 teeth at 3 different positions on the ring gear with Prussian blue.
Hold the companion flange firmly in place and rotate the ring gear in both directions.
Inspect the tooth contact pattern.
- If the teeth are not contacting properly, use the following chart to select a proper washer.
Text in Illustration*1
| Plate Washer
|
- Standard Plate Washer Thickness:
Thickness mm (in.)
| Thickness mm (in.)
|
1.69 to 1.71 (0.0666 to 0.0673)
| 2.02 to 2.04 (0.0796 to 0.0803)
|
1.72 to 1.74 (0.0678 to 0.0685)
| 2.05 to 2.07 (0.0807 to 0.0814)
|
1.75 to 1.77 (0.0689 to 0.0696)
| 2.08 to 2.10 (0.0819 to 0.0826)
|
1.78 to 1.80 (0.0701 to 0.0708)
| 2.11 to 2.13 (0.0831 to 0.0838)
|
1.81 to 1.83 (0.0713 to 0.0720)
| 2.14 to 2.16 (0.0843 to 0.0850)
|
1.84 to 1.86 (0.0725 to 0.0732)
| 2.17 to 2.19 (0.0855 to 0.0862)
|
1.87 to 1.89 (0.0737 to 0.0744)
| 2.20 to 2.22 (0.0867 to 0.0874)
|
1.90 to 1.92 (0.0748 to 0.0755)
| 2.23 to 2.25 (0.0878 to 0.0885)
|
1.93 to 1.95 (0.0760 to 0.0767)
| 2.26 to 2.28 (0.0890 to 0.0897)
|
1.96 to 1.98 (0.0772 to 0.0779)
| 2.29 to 2.31 (0.0902 to 0.0909)
|
1.99 to 2.01 (0.0784 to 0.0791)
| 2.32 to 2.34 (0.0914 to 0.0921)
|
| 14. REMOVE REAR DRIVE PINION NUT |
Using SST and a hammer, loosen the staked part of the nut.
- SST
- 09930-00010(09931-00010,09931-00020)
Using SST to hold the companion flange in place, remove the nut.
- SST
- 09330-00021(09330-00030)
Text in Illustration*a
| Turn
|
*b
| Hold
|
| 15. REMOVE REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY WITH DUST DEFLECTOR |
Using SST, remove the companion flange with dust deflector.
- SST
- 09950-30012(09951-03010,09953-03010,09954-03010,09955-03030,09956-03040)
- NOTICE:
- Before using SST (center bolt), apply hypoid gear oil to its threads and tip.
| 16. REMOVE REAR DIFFERENTIAL DRIVE PINION OIL SLINGER |
Remove the oil slinger from the drive pinion.
| 17. REMOVE REAR DRIVE PINION FRONT TAPERED ROLLER BEARING |
Using SST, remove the roller bearing (inner) from the drive pinion.
- SST
- 09556-22010
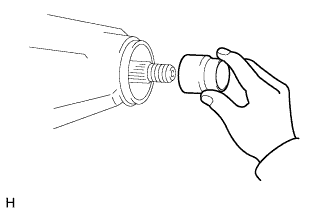
| 18. INSTALL REAR DIFFERENTIAL DRIVE PINION BEARING SPACER |
Install a new bearing spacer.
- HINT:
- Make sure the spacer is installed correctly.
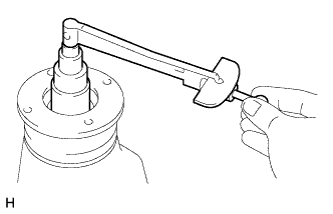
| 19. INSTALL DIFFERENTIAL OIL STORAGE RING |
Using a brass bar and hammer, tap in a new oil storage ring.
- NOTICE:
- Be careful not to damage the oil storage ring.
| 20. INSTALL REAR DRIVE PINION FRONT TAPERED ROLLER BEARING |
Install the bearing (inner) to the drive pinion.
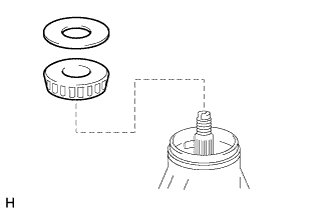
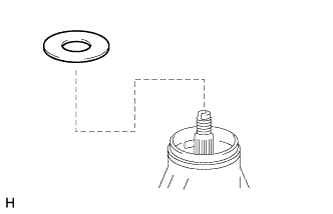
| 21. INSTALL REAR DIFFERENTIAL DRIVE PINION OIL SLINGER |
Install the oil slinger to the drive pinion.
| 22. INSTALL REAR DIFFERENTIAL CARRIER OIL SEAL |
Apply MP grease to the lip of the oil seal.
Using SST and a hammer, tap in a new seal.
- SST
- 09554-30011
Text in Illustration*a
| Oil Seal Depth
|
- Standard oil seal depth:
- 0 +/-0.3 mm (0 +/-0.0118 in.)
| 23. INSTALL REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY WITH DUST DEFLECTOR |
Using SST, install the companion flange with dust deflector.
- SST
- 09950-30012(09951-03010,09953-03010,09954-03010,09955-03030,09956-03040)
- NOTICE:
- Before using SST (center bolt), apply hypoid gear oil to its threads and tip.
Apply hypoid gear oil LSD to drive pinion thread and nut seat face.
Using SST to hold the companion flange in place, install a new nut.
- SST
- 09330-00021(09330-00030)
Text in Illustration*1
| Turn
|
*1
| Hold
|
- Torque:
- 370 N*m{3773 kgf*cm, 273 ft.*lbf}or less
| 24. INSPECT TOTAL PRELOAD |
Using a torque wrench, measure the preload with the teeth of the drive pinion and ring gear in contact.
Using a torque wrench, measure the total preload.
- Standard Total Preload:
Bearing
| Specified Condition
|
New bearing
| 1.1 to 1.6 N*m (12 to 16 kgf*cm, 10 to 14 in.*lbf) + ring gear preload
|
Reused bearing
| 0.6 to 0.8 N*m (7 to 8 kgf*cm, 6 to 7 in.*lbf) + ring gear preload
|
- If necessary, disassemble and inspect the differential.
| 25. INSPECT DIFFERENTIAL RING GEAR BACKLASH |
Using a dial indicator, check the backlash of the ring gear.
- Standard backlash:
- 0.13 to 0.18 mm (0.00511 to 0.00709 in.)
- If the backlash is not as specified, adjust the side bearing preload or perform repairs as necessary.
- HINT:
- Perform the measurement at 3 or more positions around the circumference of the ring gear.
| 26. INSPECT REAR DRIVE PINION COMPANION FLANGE SUB-ASSEMBLY |
Using a dial indicator, measure the runout of the companion flange vertically and laterally.
Text in Illustration*a
| 30 mm (1.18 in.)
|
- Maximum Runout:
Item
| Specified Condition
|
Vertical runout
| 0.10 mm (0.00394 in.)
|
Lateral runout
| 0.10 mm (0.00394 in.)
|
- If the runout is more than the maximum, replace the companion flange.
| 27. STAKE DRIVE PINION NUT |
Using a chisel and hammer, stake the nut.
| 28. INSTALL REAR DIFFERENTIAL BEARING ADJUSTING NUT LOCK |
Install 2 new adjusting nut locks to the bearing caps with the 2 bolts.
- Torque:
- 13 N*m{130 kgf*cm, 9 ft.*lbf}
Bend the nut locks.