Cylinder Head -- Repair |
| 1. REPAIR INTAKE VALVE SEAT |
Check the valve seating position.
Apply a light coat of Prussian blue to the valve face.
Lightly press the valve against the seat.
- NOTICE:
- Do not rotate valve.
 |
Check the valve face and seat for the following:
If Prussian blue appears 360° around the face, the valve is concentric. If not, replace the valve.
If Prussian blue appears 360° around the valve seat, the guide and face are concentric. If not, resurface the seat.
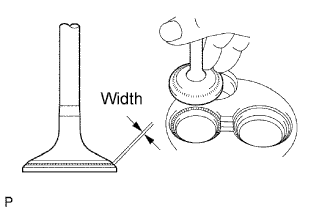
Check that the seat contact is in the middle of the valve face with the width below.
- Standard width:
- 1.5 to 1.9 mm (0.059 to 0.075 in.)
If the seating is too high on the valve face, use 30 and 45° cutters to correct the seat.
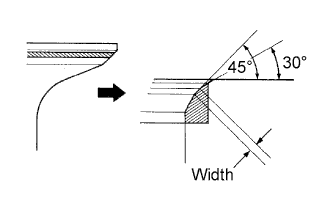 |
If the seating is too low on the valve face, use 60 and 45° cutters to correct the seat.
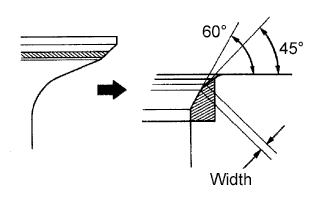 |
Hand-lap the valve and valve seat with an abrasive compound.
 |
After hand-lapping, clean the valve and valve seat.
| 2. REPAIR EXHAUST VALVE SEAT |
Check the valve seating position.
Apply a light coat of Prussian blue to the valve face.
Lightly press the valve against the seat.
- NOTICE:
- Do not rotate valve.
 |
Check the valve face and seat for the following:
If Prussian blue appears 360° around the face, the valve is concentric. If not, replace the valve.
If Prussian blue appears 360° around the valve seat, the guide and face are concentric. If not, resurface the seat.
Check that the seat contact is in the middle of the valve face with the width below.
- Standard width:
- 1.8 to 2.2 mm (0.071 to 0.087 in.)
If the seating is too high on the valve face, use 30 and 45° cutters to correct the seat.
|
If the seating is too low on the valve face, use 60 and 45° cutters to correct the seat.
|
Hand-lap the valve and valve seat with an abrasive compound.
 |
After hand-lapping, clean the valve and valve seat.