Блок Цилиндров -- Проверка |
| 1. ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ |
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладкой головки блока цилиндров.
- Максимально допустимая величина коробления:
- 0,05 мм (0,00197 дюйма)
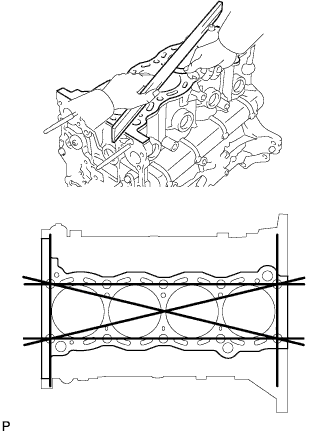 |
Проверьте, нет ли на цилиндре вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
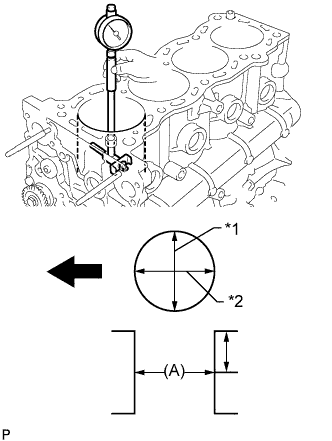
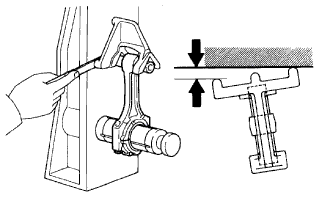
| 2. ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР |
С помощью нутромера измерьте диаметр отверстия под цилиндр в точке А в осевом и радиальном направлениях.
- Номинальный диаметр:
- 94,990 - 95,003 мм (3,7398 - 3,7403 дюйма)
- Максимальная разница диаметров:
- 0,2 мм (0,00787 дюйма)
- Место измерения:
- 70 мм (2,76 дюйма)
Если диаметр превышает максимально допустимый, расточите все 4 цилиндра. При необходимости замените блок цилиндров.Обозначения на рисунке *1 Направление тяги *2 Осевое направление 
Передняя сторона
 |
Проверьте уступ цилиндра.
Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.Обозначения на рисунке *1 Инструмент для снятия уступа
 |
| 3. ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ |
Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его конца.
- Расстояние:
- 13,8 мм (0,543 дюйма)
- Номинальный диаметр:
- 94,941 - 94,971 мм (3,738 - 3,739 дюйма)
Обозначения на рисунке *1 Расстояние
 |
| 4. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ |
Измерьте диаметр отверстия под цилиндр в направлении тяги.
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
- Номинальный масляный зазор:
- 0,019 - 0,052 мм (0,000748 - 0,00205 дюйма)
| 5. ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА |
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
- Номинальный зазор канавки поршневого кольца:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020 - 0,075 мм (0,000787 - 0,00295 дюйма) Компрессионное кольцо № 2 0,020 - 0,065 мм (0,000787 - 0,00256 дюйма) Маслосъемное кольцо 0,020-0,070 мм (0,000787-0,00276 дюйма)
| 6. ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА |
Вставьте поршневое кольцо в цилиндр.
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
С помощью комплекта плоских щупов измерьте зазор разреза.
- Номинальный зазор разреза:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,26 - 0,38 мм (0,0102 - 0,0150 дюйма) Компрессионное кольцо № 2 0,59 - 0,71 мм (0,0232 - 0,0280 дюйма) Маслосъемное кольцо 0,10 - 0,40 мм (0,00394 - 0,0157 дюйма)
- Максимальный зазор разреза:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,90 мм (0,0354 дюйма) Компрессионное кольцо № 2 1,36 мм (0,0535 дюйма) Маслосъемное кольцо 0,75 мм (0,0295 дюйма)
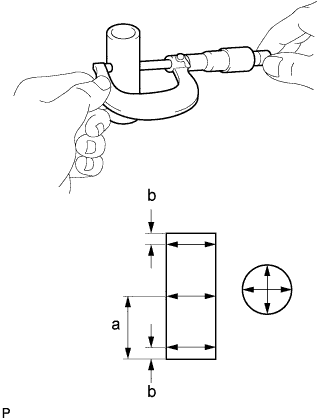
| 7. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА |
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
- Номинальный внутренний диаметр отверстия под поршневой палец:
- 22,001 - 22,010 мм (0,866 - 0,867 дюйма)
 |
Микрометром измерьте диаметр поршневого пальца.
- Точка измерения:
Точка измерения Положение поршневого пальца a 31 мм (1,22 дюйма) b 6 мм (0,24 дюйма)
- Номинальный диаметр поршневого пальца:
- 21,997 - 22,009 мм (0,8660 - 0,8665 дюйма)
 |
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
- Номинальный масляный зазор:
- 0,001 - 0,007 мм (0,0000394 - 0,000276 дюйма)
- Максимально допустимый масляный зазор:
- 0,010 мм (0,000394 дюйма)
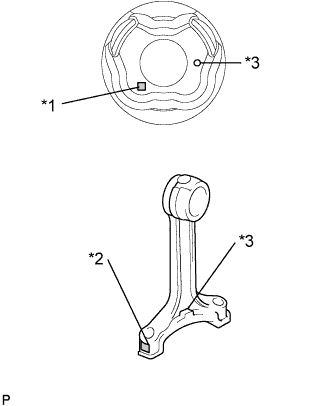
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
- Номинальный внутренний диаметр втулки:
- 22,005 - 22,014 мм (0,866 - 0,867 дюйма)
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
- Номинальный масляный зазор:
- 0,005 - 0,011 мм (0,000197 - 0,000433 дюйма)
- Максимально допустимый масляный зазор:
- 0,025 мм (0,000984 дюйма)
Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна. При необходимости замените шатун и поршневой палец в комплекте.Обозначения на рисунке *1 Метка внутреннего диаметра отверстия для поршневого пальца *2 Метка внутреннего диаметра втулки шатуна *3 Метка внешней стороны
 |
| 8. ПРОВЕРЬТЕ ШАТУН В СБОРЕ |
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.
Проверьте наличие изгибов.
- Максимально допустимый изгиб:
- 0,03 мм (0,00118 дюйма) на 100 мм (3,94 дюйма)
Убедитесь в отсутствии скручивания.
- Максимально допустимое скручивание:
- 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма)

| 9. ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ |
Проверьте радиальное биение.
Установите коленчатый вал на V-образные призмы.
Индикатором часового типа измерьте радиальное биение на центральной шейке.
- Максимальное радиальное биение:
- 0,03 мм (0,00118 дюйма)
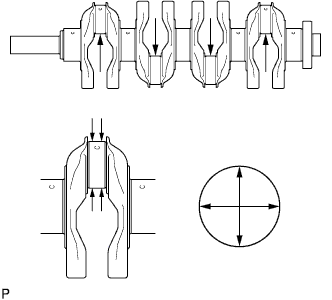
Проверьте коренные шейки.
Микрометром измерьте диаметр каждой коренной шейки.
- Номинальный диаметр шейки:
Параметр / Устройство Заданные условия Шейка № 3 59,981 - 59,994 мм (2,361 - 2,362 дюйма) Кроме шейки № 3 59,987 - 60,000 мм (2,3617 - 2,3622 дюйма)
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,005 мм (0,000197 дюйма)

Проверьте штифт коленчатого вала.
Микрометром измерьте диаметр каждого штифта коленчатого вала.
- Номинальный диаметр:
- 52,989 - 53,002 мм (2,086 - 2,087 дюйма)
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,003 мм (0,000118 дюйма)
| 10. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
- УКАЗАНИЕ:
- Держите вместе нижние подшипники и крышки подшипников распредвала.
- Разложите упорные шайбы в нужном порядке.
- Держите вместе верхние подшипники коленчатого вала и верхние упорные шайбы с блока цилиндров.
Очистите все коренные шейки и подшипники коленчатого вала.
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике замените подшипник.
Установите подшипники и упорные шайбы коленчатого вала.
Установите коленчатый вал в блок цилиндров.
На каждую шейку положите сминаемый пластичный калибр (Plastigage).
Обозначения на рисунке *1 Сминаемый пластичный калибр Plastigage
 |
Установите 5 крышек подшипников коленчатого вала и закрепите их 10 болтами (Нажмите здесь).
- ПРИМЕЧАНИЕ:
- Не проворачивайте коленчатый вал.
Выверните 10 болтов и снимите 5 крышек подшипников коленчатого вала (Нажмите здесь).
Измерьте сминаемый пластичный калибр в наиболее широком месте.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия Для шейки №3 0,036 - 0,067 мм (0,00142 - 0,00264 дюйма) Для остальных шеек 0,030 - 0,061 мм (0,00118 - 0,00240 дюйма)
- Максимальный допустимый масляный зазор:
- 0,10 мм (0,00394 дюйма)
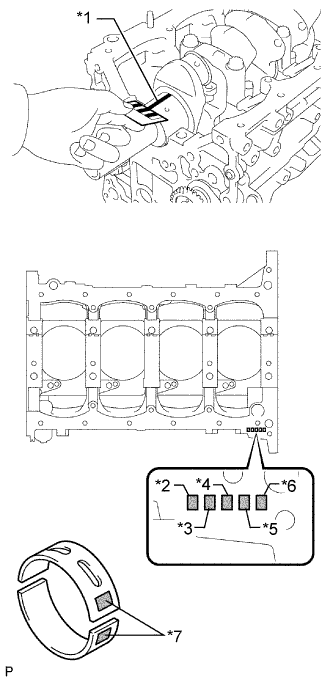
Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала.Обозначения на рисунке *1 Сминаемый пластичный калибр Plastigage *2 Для шейки № 1 *3 Шейка № 2 *4 Шейка № 3 *5 Шейка № 4 *6 Шейка № 5 *7 Метка 1, 2 или 3
При замене блока цилиндров измерьте номинальный зазор подшипника.
При замене подшипника сперва проверьте номер на блоке цилиндров для шейки подшипника. Затем замените подшипник подшипником с таким же номером. Номинальная толщина каждого подшипника обозначается меткой 1, 2 или 3 на его поверхности.- Номинальный диаметр отверстия коренной шейки в блоке цилиндров:
Параметр / Устройство Заданные условия Метка 1 64,004 - 64,010 мм (2,51984 - 2,52007 дюйма) Метка 2 64,011 - 64,016 мм (2,52011 - 2,52031 дюйма) Метка 3 64,017 - 64,022 мм (2,52035 - 2,52055 дюйма)
- Номинальная толщина центральной стенки подшипника:
Параметр / Устройство Заданные условия Метка 1 1,987 - 1,990 мм (0,07823 - 0,07835 дюйма) Метка 2 1,991 - 1,993 мм (0,07839 - 0,07846 дюйма) Метка 3 1,994 - 1,996 мм (0,07850 - 0,07858 дюйма)
 |
Полностью удалите сминаемый пластичный калибр (Plastigage).
Выполните описанную выше проверку для каждой шейки.
| 11. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1 |
Проверьте диаметр шейки.
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
- Номинальный диаметр коренной шейки:
Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,49 - 1,50 дюйма) B 37,449 - 37,465 мм (1,474 - 1,475 дюйма)
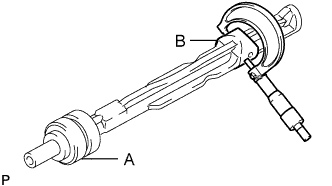
Проверьте диаметр подшипника.
С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
- Номинальный внутренний диаметр подшипника:
Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,497 - 1,498 дюйма) B 37,525 - 37,545 мм (1,477 - 1,478 дюйма)
Проверьте масляный зазор.
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма)
- Максимальный допустимый масляный зазор:
- 0,15 мм (0,00591 дюйма)
| 12. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2 |
Проверьте диаметр шейки.
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
- Номинальный диаметр коренной шейки:
Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,49 - 1,50 дюйма) B 37,449 - 37,465 мм (1,474 - 1,475 дюйма)

Проверьте диаметр подшипника.
С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
- Номинальный внутренний диаметр подшипника:
Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,497 - 1,498 дюйма) B 37,525 - 37,545 мм (1,477 - 1,478 дюйма)

Проверьте масляный зазор.
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма)
- Максимальный допустимый масляный зазор:
- 0,15 мм (0,00591 дюйма)
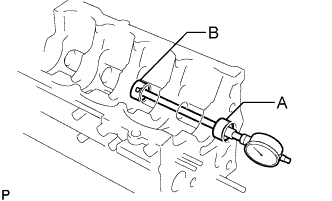
| 13. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ |
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
Если обратный клапан залип, замените масляную форсунку № 1.Обозначения на рисунке Нажат
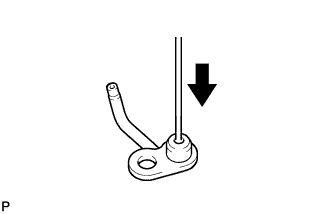 |
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
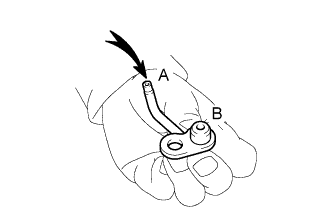
Подайте воздух в патрубок A. Убедитесь в отсутствии утечки воздуха через патрубок B.
Если наблюдается утечка воздуха, очистите или замените масляную форсунку № 1.Обозначения на рисунке Воздух
 |
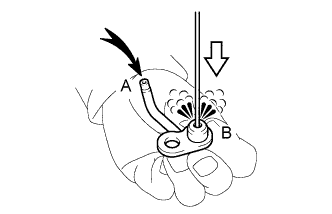
Нажмите на обратный клапан, одновременно подавая воздух в патрубок А. Убедитесь, что воздух проходит через патрубок В.
Если воздух не выходит через патрубок В, очистите или замените масляную форсунку № 1.Обозначения на рисунке Воздух 
Нажат
 |
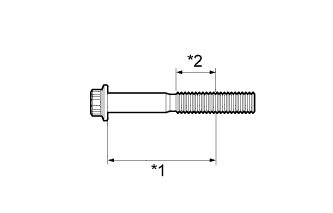
| 14. ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА |
С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
- Расстояние:
- 64 мм (2,52 дюйма)
- Номинальный диаметр:
- 10,76 - 10,97 мм (0,424 - 0,432 дюйма)
- Минимально допустимый диаметр:
- 10,66 мм (0,420 дюйма)
Если диаметр меньше минимально допустимого, замените болт крышки подшипника коленчатого вала.Обозначения на рисунке *1 Расстояние *2 Диапазон измерений
 |
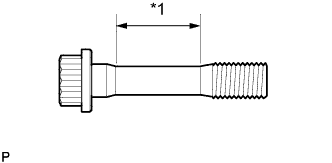
| 15. ПРОВЕРЬТЕ БОЛТ ШАТУНА |
С помощью штангенциркуля измерьте диаметр напряженной части болта.
- Номинальный диаметр:
- от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма)
- Минимально допустимый диаметр:
- 7,0 мм (0,276 дюйма)
Если диаметр меньше минимально допустимого, замените болт шатуна.Обозначения на рисунке *1 Часть, испытывающая напряжение
 |