Land Cruiser Prado GRJ150 TRJ150 TRJ155 KDJ150 TRJ155 LJ150 - МЕХАНИЧЕСКАЯ ЧАСТЬ ДВИГАТЕЛЯ 2TR-FE
ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ
ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР
ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ
ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА
ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА
ПРОВЕРЬТЕ ШАТУН В СБОРЕ
ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ
ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1
ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2
ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ
ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА
ПРОВЕРЬТЕ БОЛТ ШАТУНА
БЛОК ЦИЛИНДРОВ - ПРОВЕРКА
| 1. ПРОВЕРЬТЕ КОРОБЛЕНИЕ БЛОКА ЦИЛИНДРОВ |
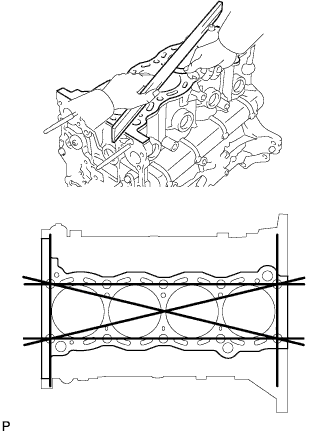
С помощью прецизионной поверочной линейки и комплекта плоских щупов измерьте коробление поверхности, соприкасающейся с прокладкой головки блока цилиндров.
- Максимально допустимая величина коробления:
- 0,05 мм (0,00197 дюйма)
Если коробление превышает максимально допустимую величину, замените блок цилиндров.
Проверьте, нет ли на цилиндре вертикальных царапин.
При наличии глубоких царапин расточите все 4 цилиндра. При необходимости замените блок цилиндров.
| 2. ПРОВЕРЬТЕ ОТВЕРСТИЕ ПОД ЦИЛИНДР |
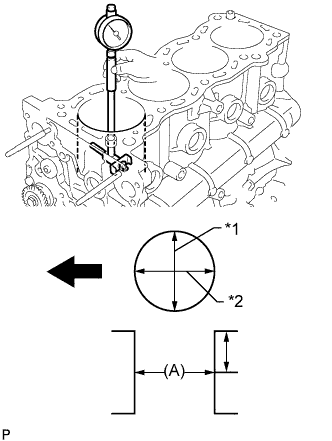
С помощью нутромера измерьте диаметр отверстия под цилиндр в точке А в осевом и радиальном направлениях.
- Номинальный диаметр:
- 94,990 - 95,003 мм (3,7398 - 3,7403 дюйма)
- Максимальная разница диаметров:
- 0,2 мм (0,00787 дюйма)
- Место измерения:
- 70 мм (2,76 дюйма)
| *1 | Направление тяги |
| *2 | Осевое направление |
 | Передняя сторона |
Если диаметр превышает максимально допустимый, расточите все 4 цилиндра. При необходимости замените блок цилиндров.

Проверьте уступ цилиндра.
| *1 | Инструмент для снятия уступа |
Если износ составляет менее 0,2 мм (0,00787 дюйма), с помощью развертки для снятия уступа отшлифуйте верхнюю поверхность цилиндра.
| 3. ПРОВЕРЬТЕ ДИАМЕТР ПОРШНЯ |

Измерьте микрометром диаметр поршня в плоскости, перпендикулярной осевой линии поршня, на заданном расстоянии от его конца.
- Расстояние:
- 13,8 мм (0,543 дюйма)
- Номинальный диаметр:
- 94,941 - 94,971 мм (3,738 - 3,739 дюйма)
| *1 | Расстояние |
| 4. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЯ |
Измерьте диаметр отверстия под цилиндр в направлении тяги.
Отнимите от измеренного диаметра цилиндра измеренный диаметр поршня.
- Номинальный масляный зазор:
- 0,019 - 0,052 мм (0,000748 - 0,00205 дюйма)
Если масляный зазор превышает номинальный, замените все поршни и расточите все цилиндры. При необходимости замените блок цилиндров.
| 5. ПРОВЕРЬТЕ ЗАЗОР КАНАВКИ КОЛЬЦА |
С помощью комплекта плоских щупов измерьте зазор между новым поршневым кольцом и стенкой канавки кольца.
- Номинальный зазор канавки поршневого кольца:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,020 - 0,075 мм (0,000787 - 0,00295 дюйма) Компрессионное кольцо № 2 0,020 - 0,065 мм (0,000787 - 0,00256 дюйма) Маслосъемное кольцо 0,020-0,070 мм (0,000787-0,00276 дюйма)
Если зазор канавки не соответствует требованиям, замените поршень вместе с пальцем.
| 6. ПРОВЕРЬТЕ ЗАЗОР РАЗРЕЗА ПОРШНЕВОГО КОЛЬЦА |
Вставьте поршневое кольцо в цилиндр.
С помощью поршня протолкните поршневое кольцо так, чтобы оно слегка выступало за нижний предел хода кольца, на расстояние 110 мм (4,33 дюйма) от верхней части блока цилиндров.
С помощью комплекта плоских щупов измерьте зазор разреза.
- Номинальный зазор разреза:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,26 - 0,38 мм (0,0102 - 0,0150 дюйма) Компрессионное кольцо № 2 0,59 - 0,71 мм (0,0232 - 0,0280 дюйма) Маслосъемное кольцо 0,10 - 0,40 мм (0,00394 - 0,0157 дюйма)
- Максимальный зазор разреза:
Параметр / Устройство Заданные условия Компрессионное кольцо № 1 0,90 мм (0,0354 дюйма) Компрессионное кольцо № 2 1,36 мм (0,0535 дюйма) Маслосъемное кольцо 0,75 мм (0,0295 дюйма)
Если величина зазора разреза превышает максимально допустимое значение, замените поршневое кольцо. Если зазор разреза меньше номинального даже после установки нового поршневого кольца, расточите все 4 цилиндра или замените блок цилиндров.
| 7. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР ПОРШНЕВОГО ПАЛЬЦА |

С помощью индикатора часового типа для отверстий измерьте внутренний диаметр отверстия под поршневой палец.
- Номинальный внутренний диаметр отверстия под поршневой палец:
- 22,001 - 22,010 мм (0,866 - 0,867 дюйма)
Если диаметр не соответствует требованиям, замените поршень вместе с пальцем.
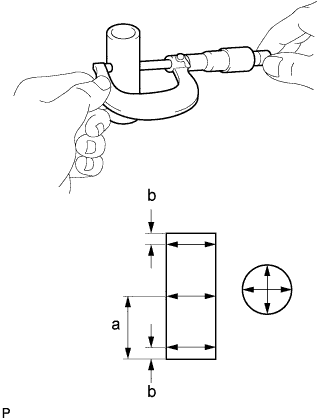
Микрометром измерьте диаметр поршневого пальца.
- Точка измерения:
Точка измерения Положение поршневого пальца a 31 мм (1,22 дюйма) b 6 мм (0,24 дюйма)
- Номинальный диаметр поршневого пальца:
- 21,997 - 22,009 мм (0,8660 - 0,8665 дюйма)
Если диаметр не соответствует требованиям, замените поршень вместе с пальцем.
Вычтите из измеренного диаметра отверстия под поршневой палец измеренный диаметр поршневого пальца.
- Номинальный масляный зазор:
- 0,001 - 0,007 мм (0,0000394 - 0,000276 дюйма)
- Максимально допустимый масляный зазор:
- 0,010 мм (0,000394 дюйма)
Если масляный зазор превышает максимально допустимую величину, замените поршень и комплекте с поршневым пальцем.
С помощью индикатора часового типа для отверстий измерьте внутренний диаметр втулки шатуна.
- Номинальный внутренний диаметр втулки:
- 22,005 - 22,014 мм (0,866 - 0,867 дюйма)
Если диаметр не соответствует заданному, замените втулку малого конца шатуна.
Вычтите из измеренного диаметра поршневого пальца измеренный внутренний диаметр втулки.
- Номинальный масляный зазор:
- 0,005 - 0,011 мм (0,000197 - 0,000433 дюйма)
- Максимально допустимый масляный зазор:
- 0,025 мм (0,000984 дюйма)
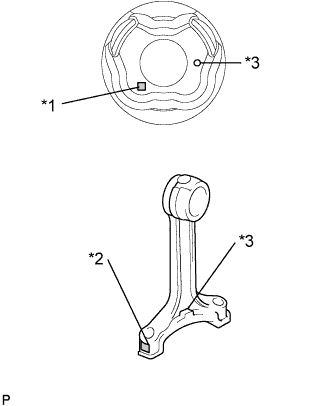
| *1 | Метка внутреннего диаметра отверстия для поршневого пальца |
| *2 | Метка внутреннего диаметра втулки шатуна |
| *3 | Метка внешней стороны |
Если масляный зазор превышает максимально допустимый, замените втулку малого конца шатуна. При необходимости замените шатун и поршневой палец в комплекте.
| 8. ПРОВЕРЬТЕ ШАТУН В СБОРЕ |
Проверьте центровку шатуна с помощью устройства для проверки кривизны шатуна и комплекта плоских щупов.

Проверьте наличие изгибов.
- Максимально допустимый изгиб:
- 0,03 мм (0,00118 дюйма) на 100 мм (3,94 дюйма)
Если изгиб превышает максимально допустимое значение, замените шатун в сборе.
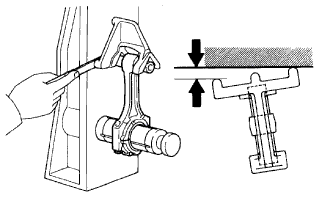
Убедитесь в отсутствии скручивания.
- Максимально допустимое скручивание:
- 0,15 мм (0,00591 дюйма) на 100 мм (3,94 дюйма)
Если скручивание превышает максимально допустимое значение, замените шатун в сборе.
| 9. ПРОВЕРЬТЕ КОЛЕНЧАТЫЙ ВАЛ |
Проверьте радиальное биение.
Установите коленчатый вал на V-образные призмы.
Индикатором часового типа измерьте радиальное биение на центральной шейке.
- Максимальное радиальное биение:
- 0,03 мм (0,00118 дюйма)
Если радиальное биение превышает максимально допустимую величину, замените коленчатый вал.
Проверьте коренные шейки.

Микрометром измерьте диаметр каждой коренной шейки.
- Номинальный диаметр шейки:
Параметр / Устройство Заданные условия Шейка № 3 59,981 - 59,994 мм (2,361 - 2,362 дюйма) Кроме шейки № 3 59,987 - 60,000 мм (2,3617 - 2,3622 дюйма)
Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
Для каждой коренной шейки проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,005 мм (0,000197 дюйма)
Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
Проверьте штифт коленчатого вала.
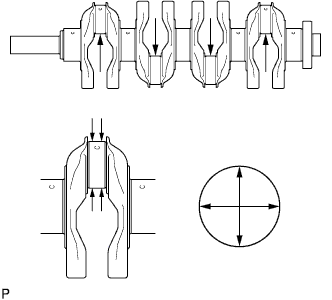
Микрометром измерьте диаметр каждого штифта коленчатого вала.
- Номинальный диаметр:
- 52,989 - 53,002 мм (2,086 - 2,087 дюйма)
Если диаметр не соответствует заданному, проверьте масляный зазор. При необходимости замените коленчатый вал.
Для каждого штифта коленчатого вала проверьте конусность и овальность, как показано на рисунке.
- Максимально допустимая конусность и овальность:
- 0,003 мм (0,000118 дюйма)
Если величины конусности и овальности превышают максимально допустимое значение, замените коленчатый вал.
| 10. ПРОВЕРЬТЕ МАСЛЯНЫЙ ЗАЗОР КОЛЕНЧАТОГО ВАЛА |
- УКАЗАНИЕ:
Очистите все коренные шейки и подшипники коленчатого вала.
Проверьте, нет ли на шейках и подшипниках царапин и следов коррозии.
При наличии повреждений на шейке или подшипнике замените подшипник.
Установите подшипники и упорные шайбы коленчатого вала.
Установите коленчатый вал в блок цилиндров.

На каждую шейку положите сминаемый пластичный калибр (Plastigage).
| *1 | Сминаемый пластичный калибр Plastigage |
Установите 5 крышек подшипников коленчатого вала и закрепите их 10 болтами .
- ПРИМЕЧАНИЕ:
- Не проворачивайте коленчатый вал.
Выверните 10 болтов и снимите 5 крышек подшипников коленчатого вала .
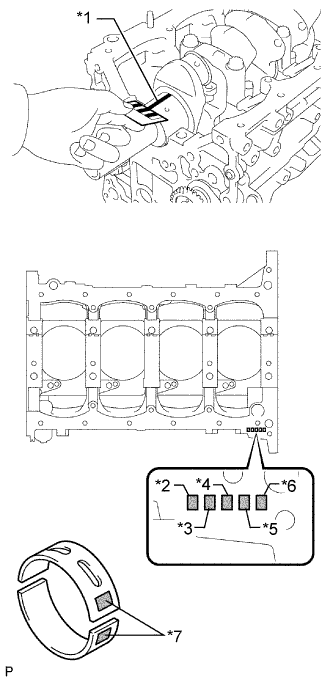
Измерьте сминаемый пластичный калибр в наиболее широком месте.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия Для шейки №3 0,036 - 0,067 мм (0,00142 - 0,00264 дюйма) Для остальных шеек 0,030 - 0,061 мм (0,00118 - 0,00240 дюйма)
- Максимальный допустимый масляный зазор:
- 0,10 мм (0,00394 дюйма)
| *1 | Сминаемый пластичный калибр Plastigage |
| *2 | Для шейки № 1 |
| *3 | Шейка № 2 |
| *4 | Шейка № 3 |
| *5 | Шейка № 4 |
| *6 | Шейка № 5 |
| *7 | Метка 1, 2 или 3 |
Если масляный зазор превышает максимально допустимую величину, замените подшипник коленчатого вала.
При замене блока цилиндров измерьте номинальный зазор подшипника.
При замене подшипника сперва проверьте номер на блоке цилиндров для шейки подшипника. Затем замените подшипник подшипником с таким же номером. Номинальная толщина каждого подшипника обозначается меткой 1, 2 или 3 на его поверхности.
- Номинальный диаметр отверстия коренной шейки в блоке цилиндров:
Параметр / Устройство Заданные условия Метка 1 64,004 - 64,010 мм (2,51984 - 2,52007 дюйма) Метка 2 64,011 - 64,016 мм (2,52011 - 2,52031 дюйма) Метка 3 64,017 - 64,022 мм (2,52035 - 2,52055 дюйма)
- Номинальная толщина центральной стенки подшипника:
Параметр / Устройство Заданные условия Метка 1 1,987 - 1,990 мм (0,07823 - 0,07835 дюйма) Метка 2 1,991 - 1,993 мм (0,07839 - 0,07846 дюйма) Метка 3 1,994 - 1,996 мм (0,07850 - 0,07858 дюйма)
Полностью удалите сминаемый пластичный калибр (Plastigage).
Выполните описанную выше проверку для каждой шейки.
| 11. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 1 |
Проверьте диаметр шейки.
С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
- Номинальный диаметр коренной шейки:
Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,49 - 1,50 дюйма) B 37,449 - 37,465 мм (1,474 - 1,475 дюйма)
Проверьте диаметр подшипника.
С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
- Номинальный внутренний диаметр подшипника:
Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,497 - 1,498 дюйма) B 37,525 - 37,545 мм (1,477 - 1,478 дюйма)
Проверьте масляный зазор.
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма)
- Максимальный допустимый масляный зазор:
- 0,15 мм (0,00591 дюйма)
Если зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
| 12. ПРОВЕРЬТЕ УРАВНОВЕШИВАЮЩИЙ ВАЛ № 2 |
Проверьте диаметр шейки.

С помощью микрометра измерьте диаметр коренных шеек уравновешивающего вала.
- Номинальный диаметр коренной шейки:
Параметр / Устройство Заданные условия А 37,969 - 37,985 мм (1,49 - 1,50 дюйма) B 37,449 - 37,465 мм (1,474 - 1,475 дюйма)
Проверьте диаметр подшипника.

С помощью нутромера измерьте внутренний диаметр подшипника уравновешивающего вала.
- Номинальный внутренний диаметр подшипника:
Параметр / Устройство Заданные условия А 38,025 - 38,045 мм (1,497 - 1,498 дюйма) B 37,525 - 37,545 мм (1,477 - 1,478 дюйма)
Проверьте масляный зазор.
Вычтите измеренный диаметр коренной шейки уравновешивающего вала из измеренного внутреннего диаметра подшипника уравновешивающего вала.
- Номинальный масляный зазор:
Параметр / Устройство Заданные условия А 0,040 - 0,076 мм (0,00157 - 0,00299 дюйма) B 0,060 - 0,096 мм (0,00236 - 0,00378 дюйма)
- Максимальный допустимый масляный зазор:
- 0,15 мм (0,00591 дюйма)
Если зазор превышает максимально допустимую величину, замените блок цилиндров и уравновешивающий вал.
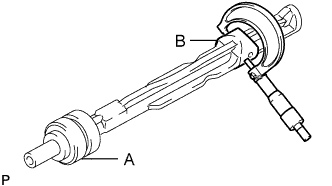
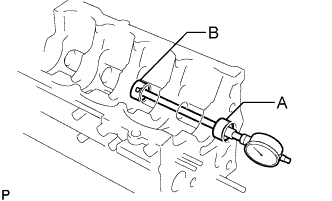
| 13. ПРОВЕРЬТЕ МАСЛЯНУЮ ФОРСУНКУ № 1 В СБОРЕ |
Введите в обратный клапан штифт, чтобы проверить, не залип ли он.
| Нажат |
Если обратный клапан залип, замените масляную форсунку № 1.
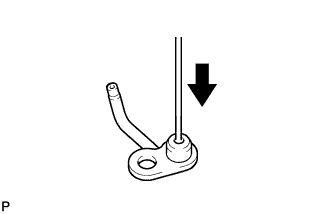
Нажмите на обратный клапан штифтом и убедитесь, что он перемещается плавно.
Если обратный клапан двигается не плавно, очистите или замените масляную форсунку № 1.
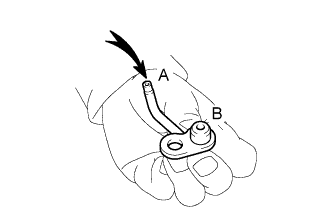
Подайте воздух в патрубок A. Убедитесь в отсутствии утечки воздуха через патрубок B.
| Воздух |
Если наблюдается утечка воздуха, очистите или замените масляную форсунку № 1.
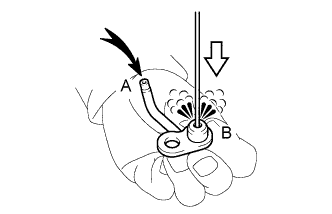
Нажмите на обратный клапан, одновременно подавая воздух в патрубок А. Убедитесь, что воздух проходит через патрубок В.
| Воздух |
 | Нажат |
Если воздух не выходит через патрубок В, очистите или замените масляную форсунку № 1.
| 14. ПРОВЕРЬТЕ УСТАНОВОЧНЫЙ БОЛТ КРЫШКИ ПОДШИПНИКА КОЛЕНЧАТОГО ВАЛА |
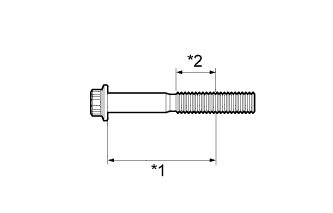
С помощью штангенциркуля измерьте диаметр самого удлиненного резьбового элемента в зоне измерения.
- Расстояние:
- 64 мм (2,52 дюйма)
- Номинальный диаметр:
- 10,76 - 10,97 мм (0,424 - 0,432 дюйма)
- Минимально допустимый диаметр:
- 10,66 мм (0,420 дюйма)
| *1 | Расстояние |
| *2 | Диапазон измерений |
Если диаметр меньше минимально допустимого, замените болт крышки подшипника коленчатого вала.
| 15. ПРОВЕРЬТЕ БОЛТ ШАТУНА |
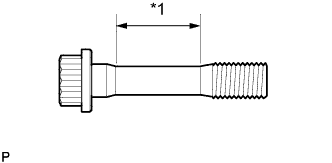
С помощью штангенциркуля измерьте диаметр напряженной части болта.
- Номинальный диаметр:
- от 7,2 до 7,3 мм (от 0,283 до 0,287 дюйма)
- Минимально допустимый диаметр:
- 7,0 мм (0,276 дюйма)
| *1 | Часть, испытывающая напряжение |
Если диаметр меньше минимально допустимого, замените болт шатуна.