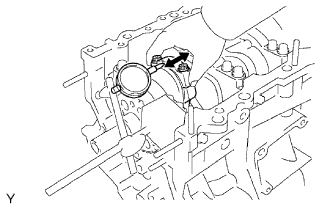
1. INSTALL NO. 1 OIL NOZZLE SUB-ASSEMBLY

-
Using a 5 mm hexagon socket wrench, install the 3 oil nozzles with the 3 bolts.
Torque:
9.0 N*m{ 92 kgf*cm , 80 in.*lbf }
2. INSTALL PISTON PIN HOLE SNAP RING

-
Using a screwdriver, install a new snap ring on one side of the piston pin hole.
HINT:
Be sure that the end gap of the snap ring is not aligned with the pin hole cutout portion of the piston.
3. INSTALL WITH PIN PISTON SUB-ASSEMBLY

-
Gradually heat the piston to approximately 80°C (176°F).

-
Coat the piston pin with engine oil.
-
Align the front marks of the piston and connecting rod, and push in the piston pin with your thumb.
HINT:
The piston and pin are a matched set.

-
Check the fitting condition between the piston and piston pin by trying to move the piston back and forth on the piston pin.
4. INSTALL PISTON PIN HOLE SNAP RING
-
Using a screwdriver, install a new snap ring at the other end of the piston pin hole.
HINT:
Be sure that the end gap of the snap ring is not aligned with the pin hole cutout portion of the piston.
5. INSTALL PISTON RING SET
-
Install the oil ring (expander) and 2 side rails by hand.

-
Using a piston ring expander, install the 2 compression rings.
NOTICE:
Install the No. 2 compression ring with the painted mark on the right side.

-
Position the piston rings so that the ring ends are as shown in the illustration.
6. INSTALL CONNECTING ROD BEARING

-
Install the bearing to the connecting rod cap.
-
Using a vernier caliper, measure the distance between the connecting rod cap edge and connecting rod bearing edge.
Dimension A - B or B - A:
0 to 0.7 mm (0 to 0.0276 in.)
NOTICE:
- Clean the contact surface of the bearing and connecting rod cap.
- Do not apply engine oil to the bearing and its contact surface.

-
Install the bearing to the connecting rod.
-
Using a vernier caliper, measure the distance between the connecting rod edge and connecting rod bearing edge.
Dimension A - B or B - A:
0 to 0.7 mm (0 to 0.0276 in.)
NOTICE:
- Clean the contact surface of the bearing and connecting rod.
- Do not apply engine oil to the bearing and its contact surface.
7. INSTALL CRANKSHAFT BEARING
HINT:
Main bearings come in widths of 19.0 mm (0.748 in.) and 22.4 mm (0.882 in.). Install the 22.4 mm (0.882 in.) bearings in the No. 1 and No. 4 cylinder block journal positions with the bearing caps. Install the 19.0 mm (0.748 in.) bearings in the No. 2 and No. 3 positions.
-
Clean each main journal and bearing.

-
Install the upper bearing.

-
Install the upper bearing to the cylinder block as shown in the illustration.
NOTICE:
- Do not apply engine oil to the bearings and the contact surface.
- Both sides of the oil groove in the cylinder block should be visible through the oil feed holes in the bearing. The amount visible on each side of the holes should be equal.
- Do not allow coolant to come into contact with the bearing inner surface.
- If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.
-

-
Install the lower bearing.
-
Install the lower bearings to the crankshaft bearing caps.
-
Using a vernier caliper, measure the distance between the edge of the crankshaft bearing cap and the edge of the lower bearing.
Dimension A - B or B - A:
0 to 0.7 mm (0 to 0.0276 in.)
NOTICE:
- Do not apply engine oil to the bearings and the contact surfaces.
- Do not allow coolant to come into contact with the bearing inner surface.
- If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.
-
8. INSTALL CRANKSHAFT
NOTICE:
Clean the contact surface of each main journal and crank pin.
-
Apply new engine oil to the upper bearing and install the crankshaft to the cylinder block.

-
Push the crankshaft in the rear thrust direction to create clearance, and install a thrust washer to the No. 2 journal position with the oil groove facing the front of the engine.
-
Push the crankshaft in the forward thrust direction to create clearance, and install a thrust washer to the No. 2 journal position with the oil groove facing the rear of the engine.

-
Install the 2 lower thrust washers on the No. 2 bearing cap with the grooves facing outward.

-
Examine the front marks and numbers and set the crankshaft bearing caps on the cylinder block.
-
Apply a light coat of engine oil to the threads of the crankshaft bearing cap bolts.
-
Temporarily install the 8 crankshaft bearing cap bolts to the inside positions.

-
Tighten the 2 bolts for each bearing cap until the clearance between the crankshaft bearing cap and the cylinder block becomes less than 6 mm (0.236 in.).

-
Using a plastic-faced hammer, lightly tap the crankshaft bearing cap to ensure a proper fit.

-
Apply a light coat of engine oil to the threads of the crankshaft bearing cap bolts and temporarily install the 8 crankshaft bearing bolts to the outside pistons.
-
Step 1:

-
Uniformly tighten the 16 bolts in the several steps in order shown in the illustration.
Torque:
61 N*m{ 622 kgf*cm , 45 ft.*lbf }
-
-
Step 2:

-
Mark the front side of the crankshaft bearing cap bolts with paint.
-
Tighten the bearing cap bolts 90° in the order shown in step 1.
-
-
Check that the painted marks are now at a 90° angle to the front.
-
Check that the crankshaft turns smoothly.

-
Using several steps, install the 8 crankshaft bearing cap bolts uniformly in the sequence shown in the illustration.
Torque:
26 N*m{ 262 kgf*cm , 19 ft.*lbf }
-
Check that the crankshaft turns smoothly.
9. INSPECT CRANKSHAFT THRUST CLEARANCE

-
Using a dial indicator, measure the thrust clearance while prying the crankshaft back and forth with a screwdriver.
Standard thrust clearance:
0.04 to 0.24 mm (0.00157 to 0.00945 in.)
Maximum thrust clearance:
0.30 mm (0.0118 in.)
If the thrust clearance is more than the maximum, replace the thrust washers as a set.
Standard thrust washer thickness:
1.93 to 1.98 mm (0.0760 to 0.0780 in.)
If necessary, replace the crankshaft.
10. INSTALL PISTON SUB-ASSEMBLY WITH CONNECTING ROD
-
Apply engine oil to the cylinder walls, pistons, and surfaces of the connecting rod bearings.
-
Check the positions of the piston ring ends.

-
Using a hammer handle and piston ring compressor, press a piston and connecting rod assembly into each cylinder with the front mark of the piston facing forward.

-
Set the connecting rod cap so that the protrusion is facing the correct direction.
NOTICE:
Match the numbered connecting rod cap with the connecting rod.
-
Apply a light coat of engine oil to the threads of the connecting rod cap bolts.
-
Step 1:

-
Install and alternately tighten the bolts of the connecting rod cap in several steps.
Torque:
25 N*m{ 255 kgf*cm , 18 ft.*lbf }
-
-
Step 2:

-
Mark the front side of each connecting rod cap bolt with paint.
-
Tighten the cap bolts in step 1 90°.
-
-
Check that the painted marks are now at a 90° angle to the front.
-
Check that the crankshaft turns smoothly.
11. INSPECT CONNECTING ROD THRUST CLEARANCE
-
Using a dial indicator, measure the thrust clearance while moving the connecting rod back and forth.
Standard thrust clearance:
0.15 to 0.30 mm (0.00591 to 0.0118 in.)
Maximum thrust clearance:
0.35 mm (0.0138 in.)
If the thrust clearance is more than the maximum, replace one or more connecting rods as necessary. If necessary, replace the crankshaft.