1. INSPECT CYLINDER BLOCK FOR FLATNESS

-
Using a precision straightedge and feeler gauge, measure the warpage of the contact surface of the cylinder head gasket.
Maximum warpage:
0.05 mm (0.00197 in.)
If the warpage is more than the maximum, replace the cylinder block.
2. INSPECT CYLINDER BORE

-
Using a cylinder gauge, measure the cylinder bore diameter at positions A and B in the thrust and axial directions.
Standard diameter:
94.000 to 94.012 mm (3.7008 to 3.7013 in.)
Maximum diameter:
94.132 mm (3.7060 in.)
If the diameter is more than the maximum, replace the cylinder block.
3. INSPECT RING GROOVE CLEARANCE

-
Using a feeler gauge, measure the clearance between a new piston ring and the wall of the ring groove.
Standard Ring Groove Clearance:
Item Specified Condition No. 1 Compression Ring 0.02 to 0.07 mm (0.000787 to 0.00276 in.) No. 2 Compression Ring 0.02 to 0.06 mm (0.000787 to 0.00236 in.) Oil Ring 0.07 to 0.15 mm (0.00276 to 0.00590 in.) If the clearance is not as specified, replace the piston with pin sub-assembly.
4. INSPECT PISTON RING END GAP
-
Insert the piston ring into the cylinder bore.

-
Using a piston, push the piston ring a little beyond the bottom of the ring travel, 110 mm (4.33 in.) from the top of the cylinder block.

-
Using a feeler gauge, measure the end gap.
Standard End Gap:
Item Specified Condition No. 1 Compression Ring 0.30 to 0.40 mm (0.0118 to 0.0157 in.) No. 2 Compression Ring 0.40 to 0.50 mm (0.0157 to 0.0197 in.) Oil Ring (side rail) 0.10 to 0.40 mm (0.00394 to 0.0157 in.) Maximum End Gap:
Item Specified Condition No. 1 Compression Ring 1.0 mm (0.0394 in.) No. 2 Compression Ring 1.1 mm (0.0433 in.) Oil Ring (side rail) 1.0 mm (0.0394 in.) If the end gap is more than the maximum, replace the piston ring. If the end gap is more than the maximum even with a new piston ring, rebore all 6 cylinders or replace the cylinder block sub-assembly.
5. INSPECT PISTON WITH PIN SUB-ASSEMBLY
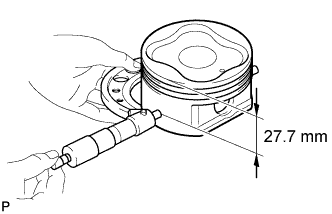
-
Using a micrometer, measure the piston diameter at a right angle to the piston pin center line, 27.7 mm (1.091 in.) from the piston head.
Piston diameter:
93.910 to 93.920 mm (3.6972 to 3.6976 in.)
6. INSPECT PISTON OIL CLEARANCE
-
Subtract the piston diameter measurement from the cylinder bore diameter measurement.
Standard oil clearance:
0.080 to 0.102 mm (0.00315 to 0.00401 in.)
Maximum oil clearance:
0.13 mm (0.00512 in.)
If the oil clearance is more than the maximum, replace all 6 pistons. If necessary, replace the cylinder block.
7. INSPECT PISTON PIN OIL CLEARANCE

-
Check each mark on the piston and connecting rod.

-
Using a caliper gauge, measure the inside diameter of the piston pin hole.
Standard Piston Pin Hole Inside Diameter:
Mark Specified Condition A 22.001 to 22.004 mm (0.86618 to 0.86630 in.) B 22.005 to 22.007 mm (0.86634 to 0.86642 in.) C 22.008 to 22.010 mm (0.86645 to 0.86653 in.)

-
Using a micrometer, measure the piston pin diameter.
Standard Piston Pin Diameter:
Mark Specified Condition A 21.997 to 22.000 mm (0.86602 to 0.86614 in.) B 22.001 to 22.003 mm (0.86618 to 0.86626 in.) C 22.004 to 22.006 mm (0.86630 to 0.86642 in.)

-
Using a caliper gauge, measure the inside diameter of the connecting rod bush.
Standard Bush Inside Diameter:
Mark Specified Condition A 22.005 to 22.008 mm (0.86634 to 0.86645 in.) B 22.009 to 22.011 mm (0.86649 to 0.86657 in.) C 22.012 to 22.014 mm (0.86661 to 0.86669 in.)
-
Subtract the piston pin diameter measurement from the piston pin hole diameter measurement.
Standard oil clearance:
0.001 to 0.007 mm (0.0000394 to 0.000276 in.)
Maximum oil clearance:
0.040 mm (0.00157 in.)
If the oil clearance is more than the maximum, replace the piston and piston pin as a set.
-
Subtract the piston pin diameter measurement from the bush inside diameter measurement.
Standard oil clearance:
0.005 to 0.011 mm (0.000197 to 0.000433 in.)
Maximum oil clearance:
0.050 mm (0.00197 in.)
If the oil clearance is more than the maximum, replace the bush. If necessary, replace the connecting rod and piston pin as a set.
8. INSPECT CONNECTING ROD SUB-ASSEMBLY
-
Using a rod aligner and feeler gauge, check the connecting rod alignment.
-
Check for bend.

Maximum bend:
0.05 mm (0.00197 in.) per 100 mm (3.94 in.)
If the bend is more than the maximum, replace the connecting rod sub-assembly.
-
Check for twist.
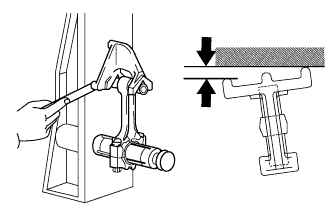
Maximum twist:
0.15 mm (0.00591 in.) per 100 mm (3.94 in.)
If the twist is more than the maximum, replace the connecting rod sub-assembly.
-
9. INSPECT CRANKSHAFT

-
Using a dial indicator and V-blocks, measure the runout as shown in the illustration.
Maximum circle runout:
0.06 mm (0.00236 in.)
If the circle runout is more than the maximum, replace the crankshaft.

-
Using a micrometer, measure the diameter of each main journal.
Standard diameter:
71.988 to 72.000 mm (2.8342 to 2.8346 in.)
If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
Check each main journal for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round:
0.02 mm (0.000787 in.)
If the taper and out-of-round is more than the maximum, replace the crankshaft.

-
Using a micrometer, measure the diameter of each crank pin.
Standard diameter:
55.992 to 56.000 mm (2.2044 to 2.2047 in.)
If the diameter is not as specified, check the oil clearance. If necessary, replace the crankshaft.
-
Check each crank pin for taper and out-of-round as shown in the illustration.
Maximum taper and out-of-round:
0.02 mm (0.000787 in.)
If the taper and out-of-round is more than the maximum, replace the crankshaft.
10. INSPECT CRANKSHAFT OIL CLEARANCE
HINT:

Main bearings come in widths of 19.0 mm (0.748 in.) and 22.4 mm (0.882 in.). Install the 22.4 mm (0.882 in.) bearings in the No. 1 and No. 4 cylinder block journal positions with the main bearing caps. Install the 19.0 mm (0.748 in.) bearings in the No. 2 and No. 3 positions.
-
Clean each main journal and bearing.

-
Align the bearing claw with the claw groove of the cylinder block, and push in the 4 upper bearings.
NOTICE:
- Do not apply engine oil to the bearings and contact surfaces.
- Do not allow coolant to come into contact with the bearing inner surface.
- If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.

-
Align the bearing claw with the claw groove of the main bearing cap, and push in the 4 lower bearings.
NOTICE:
- Do not apply engine oil to the bearings and contact surfaces.
- Do not allow coolant to come into contact with the bearing inner surface.
- If any coolant comes into contact with the bearing inner surface, replace the bearing with a new one.
HINT:
A number marked on each main bearing cap indicates the installation position.
-
Place the crankshaft on the cylinder block.

-
Lay a strip of Plastigage across each journal.

-
Examine the front marks and numbers and set the crankshaft bearing caps on the cylinder block.
-
Apply a light coat of engine oil to the threads of the crankshaft bearing cap bolts.
-
Temporarily install the 8 crankshaft bearing cap bolts to the inside positions.

-
Tighten the 2 bolts for each bearing cap until the clearance between the crankshaft bearing cap and the cylinder block becomes less than 6 mm (0.236 in.).

-
Using a plastic-faced hammer, lightly tap the crankshaft bearing cap to ensure a proper fit.

-
Apply a light coat of engine oil to the threads of the crankshaft bearing bolts and temporarily install the 8 crankshaft bearing cap bolts to the outside positions.

-
Step 1:
-
Uniformly tighten the 16 bolts in several steps in the order shown in the illustration.
Torque:
61 N*m{ 622 kgf*cm , 45 ft.*lbf }
-

-
Step 2:
-
Mark the front side of the crankshaft bearing cap bolts with paint.
-
Tighten the bearing cap bolts 90° in the order shown in step 1.
-
-
Check that the painted marks are now at a 90° angle to the front.
NOTICE:
Do not turn the crankshaft.

-
Install and uniformly tighten the 8 crankshaft bearing cap bolts in several steps in the sequence shown in the illustration.
Torque:
26 N*m{ 262 kgf*cm , 19 ft.*lbf }
-
Remove the crankshaft bearing caps.
-
Step 1: Uniformly loosen and remove the 8 bearing cap bolts in the sequence shown in the illustration.

-
Step 2: Uniformly loosen and remove the 16 bearing cap bolts in the sequence shown in the illustration.

-

-
Measure the Plastigage at its widest point.
Standard oil clearance:
0.018 to 0.030 mm (0.000709 to 0.00118 in.)
Maximum clearance:
0.046 mm (0.00181 in.)
If the oil clearance is more than the maximum, replace the bearings. If necessary, replace the crankshaft.NOTICE:
Completely remove the Plastigage.

-
If replacing a bearing, replace it with one that has the same number. If the number of the bearing cannot be determined, select the correct bearing by adding together the numbers imprinted on the cylinder block and crankshaft, then refer to the table below for the appropriate bearing number. There are 5 sizes of standard bearings, marked "1", "2", "3", "4" and "5" accordingly.
Journal Bearings:
Cylinder block (A) + Crankshaft (B) Use Bearing 0 - 5 "1" 6 - 11 "2" 12 - 17 "3" 18 - 23 "4" 24 - 28 "5" HINT:
Example:
Cylinder block "11" (A) + Crankshaft "06" (B) = Total number 17 (Use bearing "3")
Standard Journal Diameter:
Item Mark Specified Condition Cylinder block main journal bore diameter (A) "00" 77.000 mm (3.03149 in.) "01" 77.001 mm (3.03152 in.) "02" 77.002 mm (3.03156 in.) "03" 77.003 mm (3.03160 in.) "04" 77.004 mm (3.03164 in.) "05" 77.005 mm (3.03168 in.) "06" 77.006 mm (3.03172 in.) "07" 77.007 mm (3.03176 in.) "08" 77.008 mm (3.03180 in.) "09" 77.009 mm (3.03184 in.) "10" 77.010 mm (3.03188 in.) "11" 77.011 mm (3.03192 in.) "12" 77.012 mm (3.0396 in.) "13" 77.013 mm (3.03200 in.) "14" 77.014 mm (3.03204 in.) "15" 77.015 mm (3.03208 in.) "16" 77.016 mm (3.03211 in.) Crankshaft main journal diameter (B) "00" 71.999 to 72.000 mm (2.83460 to 2.83464 in.) "01" 71.998 to 71.999 mm (2.83456 to 2.83460 in.) "02" 71.997 to 71.998 mm (2.83452 to 2.83456 in.) "03" 71.996 to 71.997 mm (2.83448 to 2.83452 in.) "04" 71.995 to 71.996 mm (2.83440 to 2.83448 in.) "05" 71.994 to 71.995 mm (2.83440 to 2.83444 in.) "06" 71.993 to 71.994 mm (2.83436 to 2.83440 in.) "07" 71.992 to 71.993 mm (2.83432 to 2.83436 in.) "08" 71.991 to 71.992 mm (2.83428 to 2.83432 in.) "09" 71.990 to 71.991 mm (2.83424 to 2.83428 in.) "10" 71.989 to 71.990 mm (2.83420 to 2.83424 in.) "11" 71.988 to 71.989 mm (2.83416 to 2.83420 in.) Standard Bearing Center Wall Thickness:
Mark Specified Condition "1" 2.488 to 2.491 mm (0.0980 to 0.0981 in.) "2" 2.491 to 2.494 mm (0.0981 to 0.0982 in.) "3" 2.494 to 2.497 mm (0.0982 to 0.0983 in.) "4" 2.497 to 2.500 mm (0.0983 to 0.0984 in.) "5" 2.500 to 2.503 mm (0.0984 to 0.0985 in.)
11. INSPECT CONNECTING ROD OIL CLEARANCE
-
Install the crankshaft bearing.
-
Install the crankshaft.

-
Lay a strip of Plastigage across the crank pin.

-
Set the connecting rod cap so that the protrusion is facing the correct direction.
-
Apply a light coat of engine oil to the threads of the connecting rod cap bolts.

-
Step 1:
-
Install and alternately tighten the bolts of the connecting rod cap in several steps.
Torque:
25 N*m{ 250 kgf*cm , 18 ft.*lbf }
-
-
Step 2:
-
Mark the front side of each connecting rod cap bolt with paint.
-
Tighten the bearing cap bolts in step 1 90°.
-
-
Remove the 2 bolts, connecting rod cap and lower bearing.

-
Measure the Plastigage at its widest point.
Standard oil clearance:
0.026 to 0.046 mm (0.00102 to 0.00181 in.)
Maximum oil clearance:
0.066 mm (0.00260 in.)
If the oil clearance is more than the maximum, replace the bearings. If necessary, replace the crankshaft.NOTICE:
Completely remove the Plastigage.

-
If replacing a bearing, replace it with one that has the same number marked on the connecting rod. There are 4 sizes of standard bearings, marked "1 ", "2", "3" and "4" accordingly.
Standard Bearing Center Wall Thickness:
Mark Specified Condition 1 1.484 to 1.487 mm (0.05843 to 0.05854 in.) 2 1.487 to 1.490 mm (0.05854 to 0.05866 in.) 3 1.490 to 1.493 mm (0.05866 to 0.05878 in.) 4 1.493 to 1.496 mm (0.05878 to 0.05900 in.)
-
Remove the crankshaft.
-
Remove the crankshaft bearing.
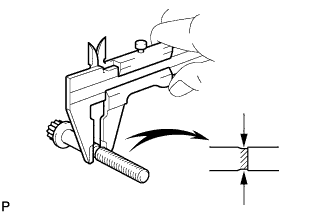
12. INSPECT CONNECTING ROD BOLT

-
Using a vernier caliper, measure the tension portion diameter of the bolt.
Standard diameter:
7.2 to 7.3 mm (0.283 to 0.287 in.)
Minimum diameter:
7.0 mm (0.276 in.)
If the diameter is less than the minimum, replace the connecting rod bolt.
13. INSPECT CRANKSHAFT BEARING CAP SET BOLT
-
Using a vernier caliper, measure the tension portion diameter of the bolt.
Standard diameter:
10.0 to 10.2 mm (0.394 to 0.402 in.)
If the diameter is less than the minimum, replace the crankshaft bearing cap set bolt.