Output Shaft -- Inspection |
| 1. INSPECT 1ST GEAR THRUST CLEARANCE |
Using a feeler gauge, measure the 1st gear thrust clearance.
- Standard clearance:
- 0.25 to 0.40 mm (0.0098 to 0.0157 in.)
 |
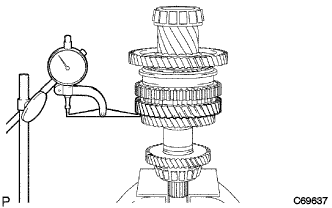
| 2. INSPECT 2ND GEAR THRUST CLEARANCE |
Using a dial indicator, measure the 2nd gear thrust clearance.
- Standard clearance:
- 0.10 to 0.35 mm (0.0039 to 0.0138 in.)
 |
| 3. INSPECT 1ST GEAR RADIAL CLEARANCE |
Using a dial indicator, measure the 1st gear radial clearance.
- Standard clearance mm (in.):
Bearing Standard clearance KOYO made 0.009 to 0.053
(0.0004 to 0.0021)NSK made 0.009 to 0.051
(0.0004 to 0.0020)
 |
| 4. INSPECT 2ND GEAR RADIAL CLEARANCE |
Using a dial indicator, measure the 2nd gear radial clearance.
- Standard clearance mm (in.):
Bearing Standard clearance KOYO made 0.009 to 0.053
(0.0004 to 0.0021)NSK made 0.009 to 0.051
(0.0004 to 0.0020)
 |
| 5. INSPECT OUTPUT SHAFT |
Using a V-block and a dial indicator, inspect the shaft for runout.
- Maximum runout:
- 0.03 mm (0.0012 in.)
 |
Using a micrometer, measure the outside diameter of the output shaft journal surface.
- Outside diameter mm (in.):
Part Standard outside diameter Minimum outside diameter A 37.610 to 37.626
(1.4807 to 1.4813)37.610
(1.4807)B 34.502 to 34.512
(1.3583 to 1.3587)34.502
(1.3583)
 |
| 6. INSPECT 2ND GEAR |
Using a cylinder gauge, measure the inside diameter of the 2nd gear.
- Inside diameter:
- mm (in.):
Standard inside diameter Maximum inside diameter 50.009 to 50.025
(1.9689 to 1.9695)50.025
(1.9695)
 |
| 7. INSPECT 1ST GEAR |
Using a cylinder gauge, measure the inside diameter of the 1st gear.
- Inside diameter mm (in.):
Standard inside diameter Maximum inside diameter 51.009 to 51.025
(2.0082 to 2.0089)51.025
(2.0089)
|
| 8. INSPECT NO. 2 SYNCHRONIZER RING SET |
Coat the 2nd gear cone with gear oil. Turn the No. 2 synchronizer ring set in one direction while pushing it against the No. 2 synchronizer ring. Check that the ring locks.
If the No. 2 synchronizer ring set does not lock, replace the ring or 2nd gear.
 |
Check the clearance between the No. 2 synchronizer ring and 2nd gear while pushing the 2nd gear against the No. 2 synchronizer ring.
- Standard clearance:
- 0.70 to 1.45 mm (0.0276 to 0.0571 in.)
 |
| 9. INSPECT NO. 1 SYNCHRONIZER RING SET |
Coat the 1st gear cone with gear oil. Turn the No. 1 synchronizer ring set in one direction while pushing it against the 1st gear cone. Check that the ring locks.
If the No. 1 synchronizer ring set does not lock, replace the No. 1 synchronizer ring set with a new one.
 |
Check the clearance between the No. 1 synchronizer ring set and 1st gear while pushing the 1st gear against the cone of the No. 1 synchronizer ring set.
- Standard clearance:
- 0.70 to 1.45 mm (0.0276 to 0.0571 in.)
 |
| 10. INSPECT REVERSE GEAR |
Using vernier calipers, measure the width of the reverse gear groove and thickness of the claw part on the No. 1 gear shift fork, and calculate the clearance.
- Standard clearance:
- 0.15 to 0.35 mm (0.0059 to 0.0138 in.) {A - B}
 |
| 11. INSPECT NO. 1 TRANSMISSION CLUTCH HUB |
Check the sliding condition between the No. 1 transmission clutch hub and the reverse gear.
 |
Check the tip of the spline gear on the sleeve of the reverse gear for wear.
If any defects are found, replace the transmission hub sleeve or the transmission clutch hub.